Исследователи из Института нанотехнологий (WPI-NanoLSI) Университета Канадзавы (Kanazawa University) представили небольшой отчет о том, как короткие пептиды линейно самоорганизуются на твердых поверхностях толщиной в атомы, таких как графит и MoS2.
Работа решает давнюю задачу материаловедения — понимание сложных, зависящих от последовательности взаимодействий пептидов с твердыми субстратами, а также ключевой роли локальных структур гидратации в формировании наноструктур. Это открывает новые возможности для интеграции биомолекул с передовыми материалами в биосенсорах и биоэлектронике.
Для практических биотехнологических устройств важно упорядочивать биомолекулы на неживых поверхностях. Специально разработанные пептиды способны самостоятельно организовываться в структурированные линейные кристаллы, совпадающие с атомной решеткой подложки.
Команда под руководством Айхана Юртсевера, Такеши Фукумы и Линхао Суна из Университета Канадзава совместно с учеными из Института науки Токио и компании DMXi Dentomimetix (США) провела детальное исследование процесса сборки пептидов на неорганических поверхностях. С применением современных визуализационных методов и компьютерного моделирования, возглавляемого Фабио Прианте и Адамом С. Фостером из Университета Аалто (Финляндия), они подчеркнули важную роль воды как растворителя.
В исследовании использовались короткие дипептиды с чередующимися аминокислотами — гидрофобным тирозином (Y) и гидрофильным гистидином (H). Изменяя число повторений YH (3, 4 и 5), ученые изучали формирование линейных кристаллических структур, ориентированных по двумерной кристаллической поверхности графита и MoS2.
Продвинутые 3D-атомно-силовые микроскопические измерения показали, что взаимодействие пептидов с водой формирует неоднородные гидратационные оболочки, окружающие структуры и создающие специфические участки связывания. Эти особенности важны для селективного распознавания молекул и взаимодействия с другими биомолекулами. Молекулярное моделирование подтвердило наличие водородных связей, стабилизирующих гидратационный слой.
Результаты открывают перспективы для рационального проектирования пептидных гибридных материалов с контролируемыми функциями, что важно для биофункционализации в биомедицине и нанотехнологиях. Упорядоченные пептидные решетки могут служить шаблонами для организации неорганических наночастиц с субнанометровой точностью, что позволит исследовать квантовые эффекты.
Кроме того, пространственное расположение боковых цепей пептидов может создавать каталитически активные участки, имитирующие природные ферменты, а также обеспечивать иммобилизацию биомолекул для изучения молекулярного распознавания и высокоэффективных каталитических интерфейсов в электрохимии.
В настоящее время исследователи продолжают изучать локальные структуры гидратации вокруг пептидов, связывающихся с твердыми поверхностями, чтобы глубже понять влияние гидрофобных и гидрофильных последовательностей на организацию воды и механизмы автоматического сбора пептидов на субстратах.
Современные композитные материалы, такие как углепластики, широко используются в авиации, космонавтике, автомобиле- и судостроении благодаря их легкости и высокой прочности. В самолетах нового поколения (например, Boeing 787) их доля в конструкции составляет около 50%. Однако композиты уязвимы к скрытым повреждениям, возникающим при столкновении с градом и камнями, падающими инструментами, при жестком приземлении. Такие дефекты опасны потому, что могут оставаться незамеченными, но при этом значительно снижать прочность материала, приводя к внезапным поломкам. Ученые Пермского Политеха провели исследование, чтобы понять, как удары влияют на механическое поведение композитов. В результате они установили пороговую чувствительность – тот уровень повреждений, после которого начинается резкое снижение характеристик материала.
Статья опубликована в журнале «Mechanics of Solids», том 59, № 5, 2024. Исследование было выполнено в рамках государственного задания Министерства науки и высшего образования Российской Федерации (проект № FSNM-2024-0013) на кафедре «Экспериментальная механика и конструкционное материаловедение» ПНИПУ.
Композиционные материалы, особенно углепластики, все шире используются в авиации, космонавтике, автомобиле- и судостроении благодаря их высокой прочности при малом весе. Однако у них есть недостаток — даже небольшой удар может вызвать существенные внутренние повреждения: расслоение, трещины. Особую опасность представляют так называемые BVID (barely visible impact damage) — повреждения, почти незаметные снаружи, но приводящие к скрытому ухудшению структуры материала изнутри. Такие дефекты могут возникнуть, например, при столкновении самолета с птицами во время полета, градом или камнями на шоссе во время взлета или посадки, из-за упавших инструментов при монтаже. Эти дефекты не всегда видны невооруженным глазом, но могут серьезно снизить прочность конструкции, появляется необходимость в ремонтах и сокращается срок службы самолетов. Поэтому крайне важно понимать, как даже слабые удары влияют на дальнейшее поведение материала под нагрузкой, чтобы предотвратить аварии и обеспечить безопасность.
Группа ученых кафедры «Экспериментальная механика и конструкционное материаловедение» Пермского Политеха провела серию экспериментов с образцами углепластика.
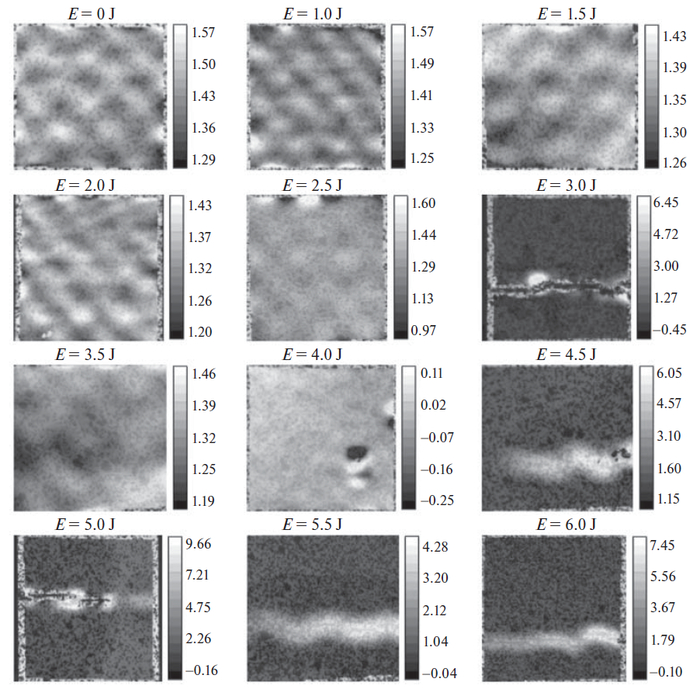
– Сначала мы определяли исходные механические свойства материала, затем наносили удары падающим грузом с помощью специального оборудования. Энергия варьировалась от 1 до 6 Дж — этого было достаточно, чтобы не разрушить образец полностью, но оставить внутренние повреждения. После этого композиты подвергали растяжению для оценки изменения их прочности и жесткости, – комментирует Валерий Вильдеман, профессор, заведующий кафедрой «Экспериментальная механика и конструкционное материаловедение» ПНИПУ, директор Центра экспериментальной механики, доктор физико-математических наук.
– В результате экспериментов мы установили пороговую чувствительность к удару – это такой уровень повреждений, после которого начинается резкая потеря прочности. То есть качество материала снижается неравномерно. Можно выделить два этапа деградации композитов: плавное снижение свойств и, после определенного уровня повреждений, резкое ухудшение. Как мы выяснили, для показателя прочности этот уровень составил 0,637 относительной единицы энергии удара, а для жесткости – 0,815, – рассказывает Олег Староверов, доцент кафедры «Экспериментальная механика и конструкционное материаловедение» ПНИПУ, старший научный сотрудник Центра экспериментальной механики, кандидат технических наук.
В авиации инженеры могут использовать эти данные для того, чтобы решить, можно ли дальше летать с найденным повреждением крыла или нужно провести срочный ремонт. Если повреждение ниже порога — самолет еще может оставаться рабочем состоянии, но если выше — требуется немедленное вмешательство.
Исследование ученых Пермского Политеха важно не только для теоретического понимания процессов ухудшения качества композитов, но и для практического применения в инженерном деле. Теперь специалисты смогут точнее оценивать степень повреждений конструкций и принимать обоснованные решения об их дальнейшей эксплуатации, что важно в авиастроении, автомобилестроении и других высокотехнологичных отраслях.
Углеродное волокно подготавливается для проверки адгезии к полимерной матрице. Исследователи ORNL используют полимерные нановолокна для повышения адгезии и эксплуатационных характеристик композитов из углеродного волокна.
Исследователи из Лаборатории национальной энергетики США (DOE) в Оук-Ридже разработали новый метод, использующий углеродные нанофибры для улучшения прочности связи в углеродных волокнах и полимерных композитах. Это достижение может повысить качество структурных материалов для автомобилей и самолетов, обеспечивая легкость и прочность.
Результаты, опубликованные в журнале Advanced Functional Materials, открывают новые возможности для американских производителей в сфере энергетики и национальной безопасности. Суруп Гупта, возглавляющий проект, отметил, что гибридный метод, соединяющий химическое и механическое связывание, обеспечивает значительное увеличение прочности и жесткости материалов.
Углеродное волокно, представляющее собой композит с углеродными нитями, сталкивается с проблемой недостаточной адгезии к полимерной матрице. Исследователи ORNL предложили комбинированный подход, который обеспечивает до 50% увеличение прочности на растяжение и почти двукратное увеличение жесткости.
Ключевым элементом метода является электроспinning, в котором полиацилонитрил экструируется в нити шириной около 200 нанометров. Изменяя параметры процесса, исследователи могут создавать нити, которые эффективно связываются с матрицей и образуют «мосты» между различными материалами.
Группа подала заявку на патент на новую технику и планирует сотрудничество с промышленными партнерами. Они также исследуют возможность применения углеродных волокон в гражданской инфраструктуре и обороне. Основное ограничение для широкого использования углеродных волокон — высокая стоимость, и улучшение адгезии позволит сократить количество используемого материала.
Команда использовала передовые инструменты для характеристики и визуализации на субмикронном уровне, включая рентгеновское рассеяние и ядерный магнитный резонанс. Исследователи также применили суперкомпьютер Frontier для моделирования взаимодействия волокон с матрицей.
Исследовательская группа планирует продолжить совершенствование технологии электроформования, чтобы обеспечить больший контроль и лучшие результаты, одновременно изучая возможности применения других композитов, армированных волокнами. В настоящее время ведутся исследования по интеграции новой технологии с предыдущими исследованиями по разработке самочувствительных композитов, которые могут контролировать свое состояние с помощью встроенных
А что если я скажи Вам: то чему учат и то что известно о свойствах полимеров не так как есть на самом деле. Сделано это при помощи чайника и дрели на кухне... И это всё меняет!
Утрированно конечно, но примерено с этого я и начинал конструирование. Это Perpetuum mobile? Неа, это физика, химия и реология - новый способ, который весьма прост и значительно расширяет существующие возможности и понимание.
Как так? Мне всегда была интересна тема управления макромолекулярной ориентации в полимерных нитях. Я нашел один из верных и надежных способов, точнее сделал работоспособное устройство.
Ща объясню. Все мы знаем песни "Сектор газа". Поклонники нетленных произведений панк-группы "Сектор Газа" несомненно сейчас поймут о чем речь, та же часть аудитории, которая не знакома со строками, может ознакомиться с песней "План", начинающейся со слов "Я не алкаш и не пьяница я..." о тяжелой судьбе человека с нездоровым пристрастием к алкогольным напиткам... Из песни слов не выкинешь... В частности, есть там такие строки: "... или мотают БФ на сверло...". Очень распространенное явление в определенный период времени. В данном случае имеется ввиду медицинский клей БФ на спиртовой основе и речь идет о том, что несознательные граждане в погоне за пагубным пристрастием "накатить", а так же в связи с дефицитом алкоголя для оной категории граждан, пытались его добыть разными способами, в том числе ставили ёмкость с клеем БФ под включенный сверлильный станок на некоторое время, при этом за счет эффекта Вайсенберга, собственно главный компонент БФ (по сути, поливинилбутираль и фенолформальдегидная смола), полимеризуясь наматывался на сверло, оставляя в технологической чаше бурду в виде спиртовой основы с касторкой, канифолью и технологическим добавками... Нитки, к сожалению, никто не делал и ценный продукт выбрасывался ради жидкого остатка. Но не будь эффекта Вайсенберга, кто знает как бы звучала эта песня... Впору задаться вопросом: "Сколько жизней покалечил Карл Вайсенберг"?))))))
Если есть желающие более глубоко погрузиться в практику и теорию текстильной промышленности, прядения, экструзии и теорию неньютоновских жидкостей (коими являются все расплавы и растворы полимеров) - добро пожаловать в мой уголок хроник подпольной лаборатории на Habr`е, где я очень подробно разложил всю теоретическую суть с примерами и подробным объяснением тут (https://habr.com/ru/articles/785914/).
Здесь требуется небольшое пояснение. Я не академик (к ним пробиться нереально, пробовал - это как писать "на деревню дедушке", многие либо молчат, либо после начала разговора просто сливаются, а пытал я звонками и письмами и МГУ, и СПбГУ и РАН и многих других (да и заняты они своими давно и хорошо им известными темами и связываться с чем-то новым не горят желанием), в Греции и Чехии нашел пару светил, занимающихся вопросами хоть и "рядом", но не близко и те молчат, главная проблема в междисциплинарности - слишком много междисциплинарных наук связано воедино).
Роскосмос, Ростех, Газпром - молчит, Росатом (иннохаб) - вообще сказали что это почти волшебство и не будет работать, в общем у гигантов, несмотря на важность, отношение как к предмету находящемуся где-то между херомантией и астрологией, впрочем, ничего нового... Собственно именно поэтому я и бьюсь пока один, на собственной кухне, в свободное от работы время и тратя свои ограниченные финансы - отчего и назвал это "подпольной лабораторией"... Справедливости ради, отмечу, что получилось испытать полилактид (PLA) и полипропилен (PP) в лаборатории Института химических технологий РГУ им. Косыгина (родственный мне текстильный институт), за что я безмерно благодарен. За гранулят PLA и PP скажу спасибо команде BestFilamet (производитель филамента для 3D-принтеров) - отправили и экструдированный филамент и читый гранулят для испытаний - красавцы. Это фактически независимые верифицированные неафилированные данные, подтверждающие все гипотезы.
Вот основная конструкция. Чаша с кольцевым нагревателем и вращающейся иглой.
Как собрать такую штуку подробно писал на Habr`е тут и тут.
Как это работает:
А теперь суть:
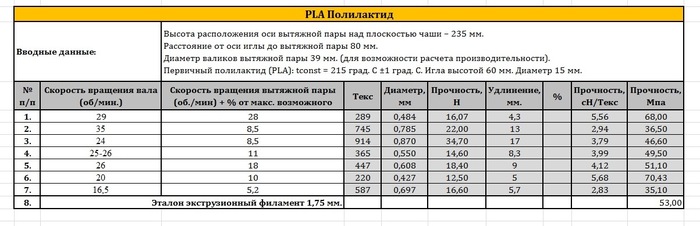
Это итоговые данные испытаний мононитей PLA (полилактид) с указанием рабочих параметров устройства.
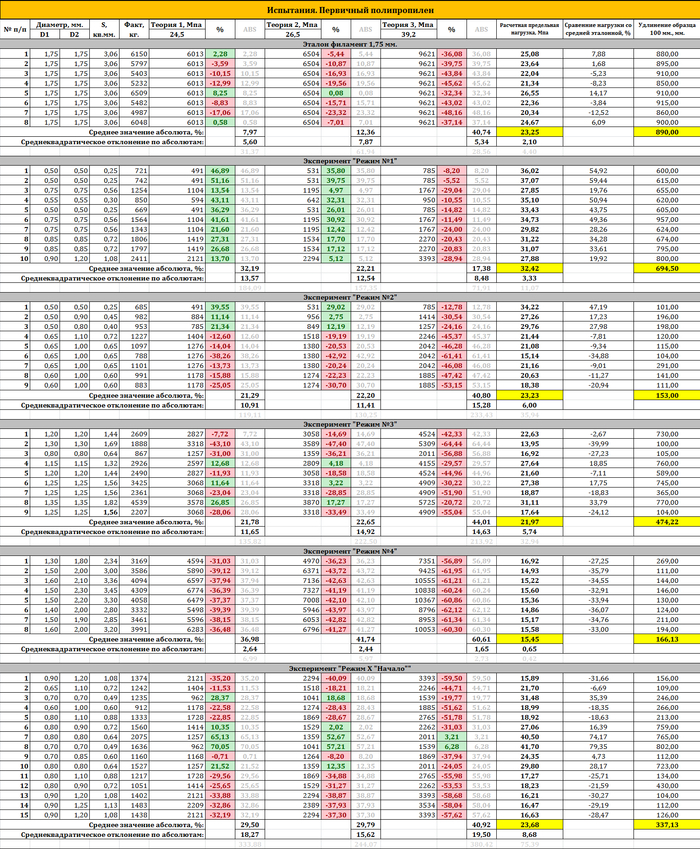
А это уже PP (полипропилен).
Этим данным можно верить. А теперь выводы. Возьмем только имеющиеся факты, но я уверен что можно смело говорить о всех термопластичных полимерах, а если получиться дойти до испытаний других полимеров, то с вероятностью 90% - для всех остальных.
Можно производить те же арамиды (как кевлар) минуя фазу растворения с серной кислоте, напрямую из реакционной смеси, что значительно улучшит срок службы (сейчас заложено 10-15 лет, если память не изменяет) и повысить его прочность!.
Можно производить технически сложные композиты с введенным штапельным (рубленным) волокном да еще и с кручением (в настоящее время практически неосуществимо на существующем оборудовании) и управлять прочностью волокон.
Существующие справочники говорят, например, полипропилен обладает прочностью на разрыв 23 МПа и до 39 МПа для ориентированных волокон, при этом удлинение на разрыв до 700% с сохранением модели: "Чем выше прочность тем меньше удлинение на разрыв (максимум прочности при минимуме удлинения)". Я говорю что это далеко не так, на самом деле возможности в процесса позволяют в процессе формирования волокна управлять его свойствами и получать другие диапазоны прочности от 15 до 35 МПа и, за счет упорядочивания макромолекулярной структуры и зон кристалличности и аморфности, закладывать возможность удлинения от 50 до 700% практически независимо от прочности, т.е. программировать свойства продукта. Или возьмем полилактид с прочностью 53 МПА и удлинением на разрыв 3% - неа, не так. На самом деле, по существующим независимым результатам мы можем получить прочность от 35 до 70 МПа и удлинением от 3 до 17%! И это только два доступных мне для проверки физико-механических свойства. Теперь можно смело и честно сказать, что тот же наш Отечественный полипропилен с прочностью, условно в 20 МПа, ничуть не хуже полипропилена какого-нибудь BASF с прочностью 24 МПа - теперь это простые параметры работы именно их экструзионной линии и больше ничего.
Короче, можно и реально прясть молекулы полимера.
Применение: в любой отрасли + добавляем трубчатые изделия, оболочки (кабелей к примеру).
Патент мне нужен был для хоть какого-то признания научной состоятельности (с официальным мне сложно, ввиду невозможности пробиться).
Если Вы не доверяете результатам - Супер! Просто отлично, я выложил все чертежи и параметры работы - собирайте, повторяйте - это только лишь будет очередным подтверждением! Я буду только рад этому!
Собственно, ребят, один я уже не вывожу ни по времени, ни по финансам... Есть понимание куда двигаться и как, может сделаем вместе народную науку? Вместе как-никак легче.
Буду рад любым советам и помощи особенно, если:
Есть идеи PR-продвижения и маркетинга (и как сократить эту портянку и сделать проще для понимания))))))) продукта и создания бренда так как существующая академическая наука очень консервативна, а всем миром мы с дрелью пробъём этот потолок.
У вас есть токарка - есть понимание и необходимость переделки, особенно выточить новые формы чаши, игл.
Вы инженер и есть предложения по улучшению конструкции блока управления.
Есть 3D-принтер (филамент оплачу) - распечатать новые детали и скорректировать существующую 3D-модель оборудования.
У вас есть доступ к испытательному разрывному оборудованию для дополнительных тестов.
Есть доступ к ИК-спектроскопии, рентгеноструктурного анализа - для доказательства и фиксации структуры.
И далее, далее, далее - главное по существу и конструктивно.
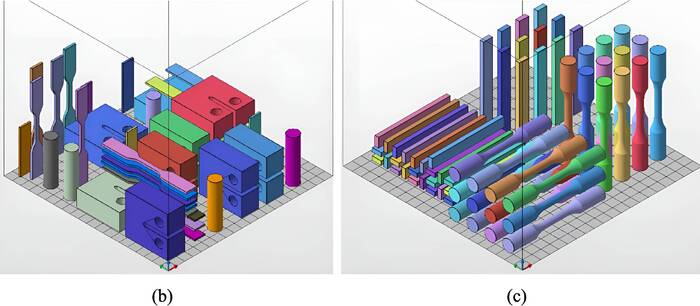
Расположение образцов в камере для печати: b — изготовление образцов для испытаний на растяжение, изгиб, вязкость разрушения и сжатие; c — изготовление образцов для испытаний на ударную вязкость и усталость.
Полиамид 12 – один из ключевых материалов в 3D-печати, сочетающий прочность, гибкость, химическую стойкость и биосовместимость. Этот универсальный пластик используют в авиа- и машиностроении, а также в медицине для создания протезов и имплантатов. Однако недостаток полимерных материалов в их пористости и хрупкости, которые можно устранить, добавляя стеклянные волокна. Ученые Пермского Политеха провели масштабное исследование и выяснили, что правильный выбор формы стеклянных частиц и ориентации печати может кардинально изменить свойства конечного продукта и повысить прочность на 23-44%. Результаты помогут создавать более надежные композитные изделия с определенными характеристиками для высокотехнологичных отраслей.
Статья опубликована в «Международном журнале передовых производственных технологий», 2025. Исследование проводилось при поддержке Российского научного фонда (№ 22–79-10350).
Детали из полиамида 12 часто изготавливают методом селективного лазерного спекания – это технология 3D-печати, которая основана на соединении полимерного порошка лазером, за счет чего слой за слоем создается изделие любой формы. Таким способом можно получать сложные решетчатые структуры с минимальным весом и максимальной прочностью, что особенно востребовано в авиации, например, для обшивки салона самолета, деталей подшипников, корпусов БПЛА.
Такой полимер обладает высокой прочностью и хорошей устойчивостью к усталости, то есть способностью долго не разрушаться под нагрузками. Однако детали, изготовленные методом селективного лазерного спекания, могут быть хрупкими из-за внутренней пористости. Исправить это можно с помощью специальных армирующих элементов, которые добавляются в состав порошка для укрепления структуры. Сейчас в качестве такого модификатора активно рассматриваются стеклянные волокна, способные улучшить механические свойства будущей детали.
Ученые Пермского Политеха в ходе масштабного исследования выяснили, что на характеристики композитного изделия сильно влияет как форма стеклянных частиц, так и ориентация печати.
Политехники изготовили образцы из полиамида с добавлением стеклянных частиц в виде шариков и коротких волокон, используя горизонтальную и вертикальную ориентацию печати. После провели комплексные испытания (растяжение, изгиб, сжатие, ударную вязкость, вязкость разрушения и испытания на усталость) и сравнили полученные характеристики с показателями чистого полиамида без добавок.
– Эксперименты показали, что состав материала необходимо выбирать в зависимости от того, при каких нагрузках будет использоваться деталь. Так, применение стеклянных шариков немного снизило прочность образцов при испытаниях на разрыв и ударную вязкость. Чистый полиамид менее жесткий, но показал лучшую прочность в этих испытаниях. Образцы с неравномерным распределением коротких стеклянных волокон в полимере ухудшили большинство показателей, включая прочность и пластичность, – рассказывает Михаил Ташкинов, заведующий научно-исследовательской лабораторией «Механика биосовместимых материалов и устройств» ПНИПУ, кандидат физико-математических наук.
Политехники отмечают, что на свойства детали значительно влияет ориентация печати. Образцы, напечатанные горизонтально, оказались на 23-44% прочнее, чем вертикальные, из-за лучшего распределения нагрузки и меньшего количества слабых мест между слоями. Этот фактор важно учитывать при проектировании изделий и подготовке моделей к печати.
– С точки зрения промышленного применения выбор конкретного материала должен зависеть от точных условий эксплуатации детали, вида и величины предполагаемых нагрузок. Наше исследование показало, что для жестких конструкций его предпочтительнее укреплять стеклянными шариками. Например, в корпусах и оболочках приборов электроники, где важна высокая жесткость и стабильность размеров, а также в конструкционных компонентах дронов и аэрокосмической техники. А если в приоритете ударопрочность, лучшим решением станет чистый полиамид без наполнителей. Например, в съемных элементах и деталях, работающих в условиях износа и ударов, таких как протезы, – объясняет Илья Виндокуров, младший научный сотрудник научно-исследовательской лаборатории «Механика биосовместимых материалов и устройств» ПНИПУ.
Ученые Пермского Политеха выяснили, что небольшие изменения в составе материала и параметрах печати могут кардинально поменять свойства конечного продукта. Полученные результаты позволят создавать композитные детали с определенными характеристиками под конкретные задачи. Это открывает новые возможности для аддитивного производства, особенно в областях, где критичны точность и надежность.
Увлекательный мир создания нанокомпозита на основе полилактида (PLA) и наноцеллюлозы с использованием метода смешения в расплаве. Это как кулинарный рецепт для материаловедов: берём ингредиенты, нагреваем, перемешиваем — и вуаля, получаем новый материал с улучшенными свойствами!
Шаг 1: Подготовка компонентов
Сначала необходимо подготовить полилактид и наноцеллюлозу. PLA — это биополимер, получаемый из возобновляемых ресурсов, таких как кукурузный крахмал или сахарный тростник. Наноцеллюлоза, в свою очередь, представляет собой нанометровые волокна, извлечённые из целлюлозы, обладающие высокой прочностью и жёсткостью.
Шаг 2: Смешение в расплаве
Теперь начинается самое интересное. PLA нагревают выше его температуры плавления (обычно около 170–180 °C), чтобы перевести его в вязкотекучее состояние. Затем в расплавленный PLA добавляют наноцеллюлозу и тщательно перемешивают, чтобы добиться равномерного распределения наночастиц в полимерной матрице. Этот процесс часто осуществляется с помощью двухшнекового экструдера, который обеспечивает эффективное смешение компонентов. Важно контролировать условия процесса, чтобы избежать термической деградации PLA и агломерации наноцеллюлозы.
Шаг 3: Формование изделия
После получения однородного нанокомпозита его можно формовать в различные изделия с использованием методов экструзии, литья под давлением или 3D-печати. Добавление наноцеллюлозы улучшает механические свойства PLA, такие как прочность и жесткость, а также может повысить термостойкость материала.
Для наглядного представления процесса смешения в расплаве можно обратиться к схематическим изображениям, представленным в научных публикациях. Например, в статье "Recent development in polymer/montmorillonite clay mixed matrix membranes for gas separation: a short review" на ResearchGate представлена схема метода смешения в расплаве, которая иллюстрирует основные этапы процесса.
Кроме того, в работе "Melt Compounding of Poly(lactic acid)‐Based Composites: Blending..." обсуждаются различные аспекты процесса смешения в расплаве для композитов на основе PLA, что может быть полезно для более глубокого понимания технологии.
Таким образом, метод смешения в расплаве позволяет эффективно комбинировать PLA и наноцеллюлозу, создавая композиты с улучшенными характеристиками, пригодными для различных применений, от упаковки до биомедицинских устройств.
В последние годы активно изучаются и внедряются в промышленность толстостенные конструкции из композитных материалов. Это прочные и легкие изделия на основе полимера и непрерывных угле- или стекловолокон. Они нужны для работы в условиях высоких нагрузок, которым подвергаются, например, элементы самолетов, ракет и подводных лодок, лопасти ветрогенераторов, газовые баллоны и многое другое. Такие конструкции создают в автоклаве – большой печи, где слои материала из волокон и смолы выкладывают в заданную форму, а затем под высоким давлением и температурой отверждают в готовое изделие. Однако из-за большой толщины стенок материал может уплотняться неравномерно, что приводит к различным дефектам. Ученые Пермского Политеха установили оптимальные режимы для предварительного формования заготовки в автоклаве. Они обеспечат лучшее уплотнение материала и позволят контролировать толщину слоев, что повысит качество готового изделия.
Статья с результатами опубликована в журнале «Вестник ПНИПУ. Машиностроение, материаловедение», 2024 год. Исследование проведено в рамках реализации программы стратегического академического лидерства «Приоритет 2030».
Для получения толстостенных конструкций из композита заранее подготавливают препреги – слои материала из волокон и смолы, которые выглядят как листы или рулоны. Их укладывают в форму, повторяющую контуры будущей детали, и отправляют в автоклав. Под высоким давлением и температурой смола затвердевает, а слои плотно соединяются друг с другом. В итоге получается прочная и легкая деталь, которая может выдерживать большие нагрузки.
Однако из-за большого количества слоев процесс изготовления толстостенных конструкций сложнее, чем тонкостенных. Требуется тщательный контроль температуры и давления, чтобы избежать дефектов в виде пористости и волнистости слоев. Уплотнить материал и снизить количество воздушных включений в структуре можно с помощью такой операции, как подформовка. Это этап, когда в процессе выкладки слоев изделию предварительно придается форма перед окончательным отверждением. Для этого препрег слегка прогревают и прижимают, чтобы смола лучше распределилась по заготовке и уплотнилась.
Хотя подформовка улучшает качество и характеристики изделий, важно определить, сколько раз ее нужно делать и при каких условиях – температуре, давлении и длительности. Это нужно для того, чтобы готовое изделие сохраняло свои свойства и оставалось надежным в работе. Ученые Пермского Политеха экспериментально установили оптимальные режимы подформовки, обеспечивающие необходимые физико-химические и механические характеристики композита.
Политехники использовали слоистые пластины углепластика. Подформовку проводили, нагревая образцы, выдерживая в течение 10 минут и охлаждая до 30 градусов. Затем определяли уплотнение материала, измеряя толщину пластин, и проводили его испытания на прочность.
– Мы установили, что материал максимально уплотняется (на 0,75 мм) при температуре 80 градусов. Это происходит из-за снижения вязкости смолы в составе препрега, что способствует ее выходу из объема заготовки и исключает появление воздушных прослоек между слоями. Близкие значения уплотнения (0,66 мм) достигнуты при температуре в 70 градусов. При работе автоклава под давлением в 5 атм средняя продолжительность составила 1 час 43 минуты, – рассказывает Артем Сыстеров, ведущий инженер НОЦ АКТ, аспирант кафедры механики композиционных материалов и конструкций ПНИПУ.
Таким образом, наиболее эффективный режим предварительного прогрева толстостенных заготовок – это 70-80 градусов в автоклаве при давлении 5 атм. Такие условия обеспечат более плотное прилегание слоев, что предотвратит образование дефектов, пористости и неравномерности материала.
Также политехники выяснили, если проводить дополнительные подформовки при высокой температуре, слои материала становятся плотнее. От 2 до 5 таких операций сохраняет прочность заготовки при последующей эксплуатации в высоких нагрузках (78-80 МПа). Но если препрег хранится 14 дней, а потом проводится его подформовка 5 раз и больше, его прочность снижается. Это говорит о том, что материал «стареет» и теряет свои свойства.
Проведенное исследование ученых ПНИПУ позволило установить оптимальные режимы формования заготовок, которые повысят скорость и качество изготовления промышленных толстостенных конструкций из композитных материалов.