За ноябрь в сообществе опубликовано 576 пост, из них: - рукоделие без процесса - 439 постов; - рукоделие с процессом - 128 постов; - без тегов - 9 постов.
Поздравляю призёров и приглашаю @pikabu для вручения подарков, ачивок - "Золотые", "Серебряные" и "Бронзовые" ручки, за самые рейтинговые рукодельные посты ноября.
Кожа мягкая, толщиной 2 мм, фурнитура латунь. Молнии YKK, с латунными зубьями. Подкладка ткань Оксфорд непромокаемая. Внутри карманы на молнии и накладные карманы. Ремень - толстая стропа из полиэстера. С подплечником. В общем то простенькая сумка, без наворотов.
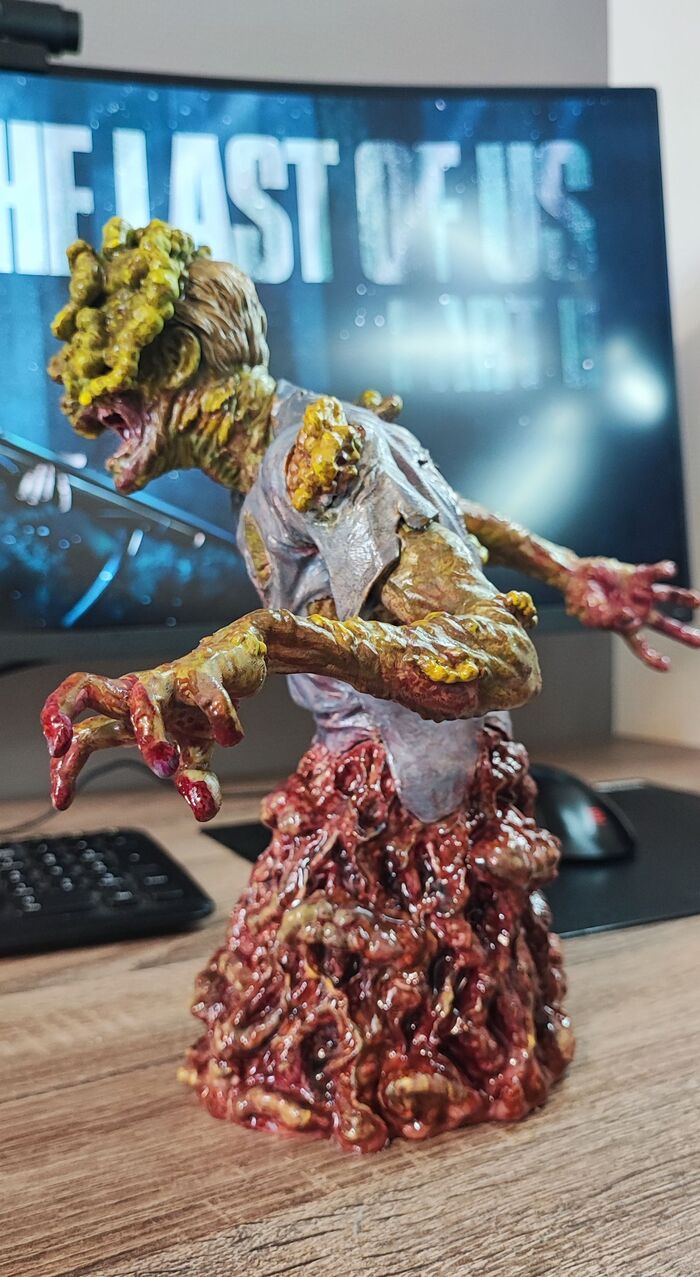
Голова поворотная, плащ снимается, а под ним скелет)))
Брелоки Анатомичнское сердце
Размер: чуть больше сантиметра
Полухлопковая пряжа, мулине
Брелоки Череп
Размер 2,5 сантиметра
Полухлопковая пряжа, холофайбер, мулине
Брелоки Пилюля смерти
Размер: 4,5 сантиметра
Полухлопковая пряжа, холофайбер
P.S/ делала фото в самый последний момент, перед тем как отдавать изделия заказчику и забыла сфотографировать замечательные салфетницы черепа. Есть повод связать ещё.
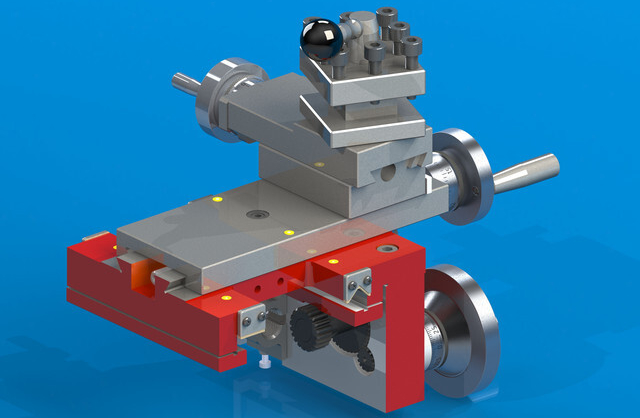
Я заранее прошу прощения, что в истории отсутствуют фотографии процесса, и приходится довольствоваться рендерами или фотографиями пост-фактум. На тот момент эта работа сопровождалась хламом, стружкой, освещением в виде лампочки ильича и промаслеными, чёрными от грязи руками. Не то, что хочется фотографировать, и тем более показывать.
Итак, станок получил доработку станины, которая, разумеется, не не превратила его в абсолютно твёрдое тело, но позволила полностью устранить конструкторский дефект жёсткости, путём перераспределения реакции опоры с 2 точек до 5, с равномерным интервалом.
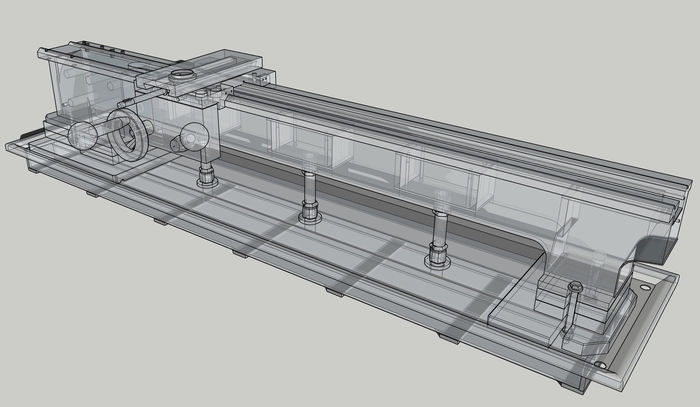
на скриншоте отсутствует внутреннее армирование опорной плиты, но по факту оно есть, как и диагональные внутренние пространственные связи (как суслик из ДМБ)
Внутренние полости были забетонированы, опирание вынесено на железобетонную конструкцию, превосходящую прочностные характеристики станины чуть ли не на порядок.
Я не буду здесь выстраивать эпюры напряжений, для этого в том же ютубе есть люди гораздо умнее и образованнее меня, достаточно сказать, что прогиб станины до армирования и привязки достигал 8 соток на скручивание и до полутора десяток (!) на прогиб, в зависимости от точки приложения силы. После добавления экзоскелета прогиб ушёл в ноль, а скручивание не доходит и до сотки, и то, при крутящей нагрузке несоразмерной нормальной силе резания. Но здесь речь идёт не о 16к20, а о китайском макете настольного станка, массой в 80 килограмм.
После бетонирования станины, ублюдочному мотору не осталось места, и он был был перенесён на 8 сантиметров влево, на той же монтажной пластине, закрепившись на 2 болта. Этого оказалось достаточно для работы, и станок смог кое-как вытачивать для себя же детали.
Искренне не понимаю рассказы проплаченых ютуберов, нахваливающих это "киловаттное" недоразуменее. С включённой продольной автоподачей в 0,152 мм на оборот, и съёмом по алюминию 1,5 десятки на радиус, двигатель нагревался до запаха подгорелых обмоток.
И да, я знаю про режимы резания, соотношения подачи и оборотов к диаметру заготовки, углы заточки резцов и т.д, Суть в том, что мотор - дерьмо, и рассчитан на достаточно узкий диапазон оборотов и подач. Под стать мотору сделан и привод со станиной.
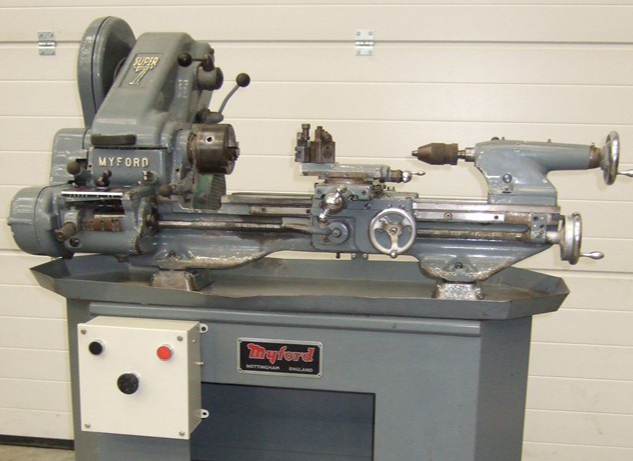
Если сравнить хрен с пальцем с 300-ваттным однофазником у антикварного Майфорда, который позволял гораздо больше, то становится грустно.
Очевидное решение - замена мотора. Как обычно водится у нищебродов, со свалки притащил 4-х полюсной асинхронник на 1100ватт, поменял подшипники.
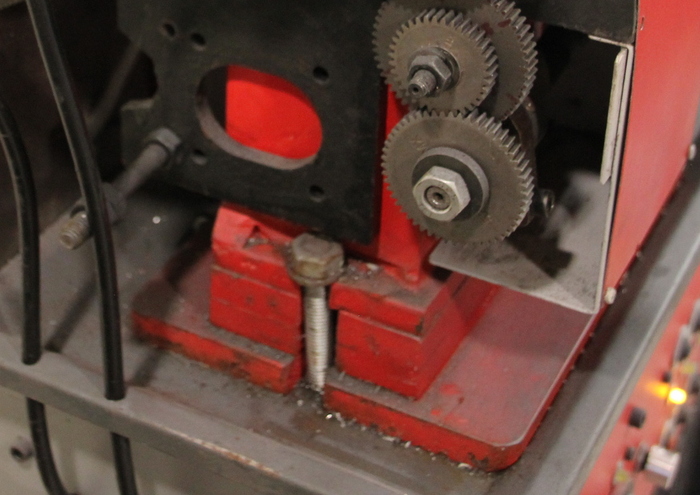
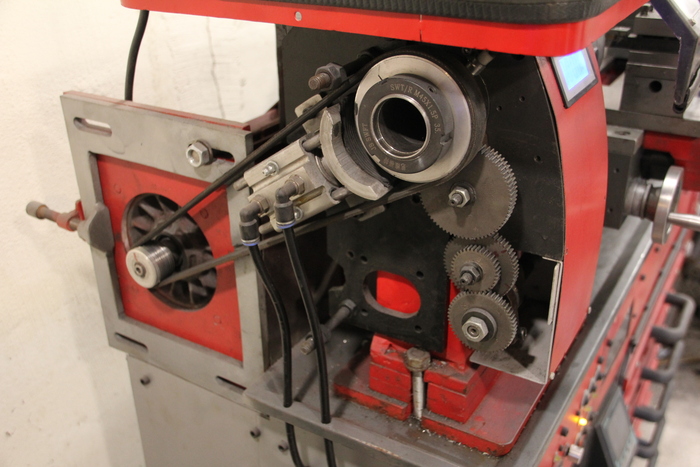
Так как мне важны не обороты а крутящий момент, который ограничивается только жёсткостью станины, выточил шкивы с профилем PJ-8 и соотношением диаметров 1:2 (40мм на моторе и 80 на шпинделе), что даёт до 1500 оборотов в минуту на 100 герцах при трёхфазном питании из однофазной сети.
Такой диаметр шкива позволил воткнуть пневматический тормоз шпинделя, работающий от внутренней пневмосистемы станка. Контактная поверхность тормоза сделана до примитива просто - кусок ремня с PJ профилем. 8 атмосфер рабочего давления держат намертво, а благодаря центровке, шпиндель не смещается при срабатывании. Это сильно расширяет возможности станка, позволяя фрезеровать или строгать, плюс потенциальная возможность установки координатного привода, добавляющего ещё одну ось обработки.
(Унылое отступление: при диаметре поршня пневмоцилиндра 50мм, рабочем давлении системы 8бар, F = h * (π/4) * D² * p, получаем силу давления тормоза 160,17кгс, учитывая коэфициент трения резина-алюминий в 0,51, F = μN, получаем силу трения скольжения в районе 730 ньютонов, даже без уточнения площади контактной поверхности. Это реально намертво, в масштабах настольного станка и прилагаемых усилий, при этом недостаточно для деформации оси шпинделя или вреда радиально-упорным подшипникам)
И для реализации тормоза не потребовалась никакая художественная самодеятельность от ютуб изобретателей, вроде эксцентриков, наждачки, вкрученных болтов, или мотоциклетного суппорта. Шизофрения не даёт пользы делу, хотя, возможно, и окрыляет идеями.
Срабатывает тормоз при открытии защитной шторки, (вместе с разрывом контактора привода, отключаемо, как защита при вылете заготовки) либо с кнопки на панели управления, через 24вольтовый пневмораспределитель.
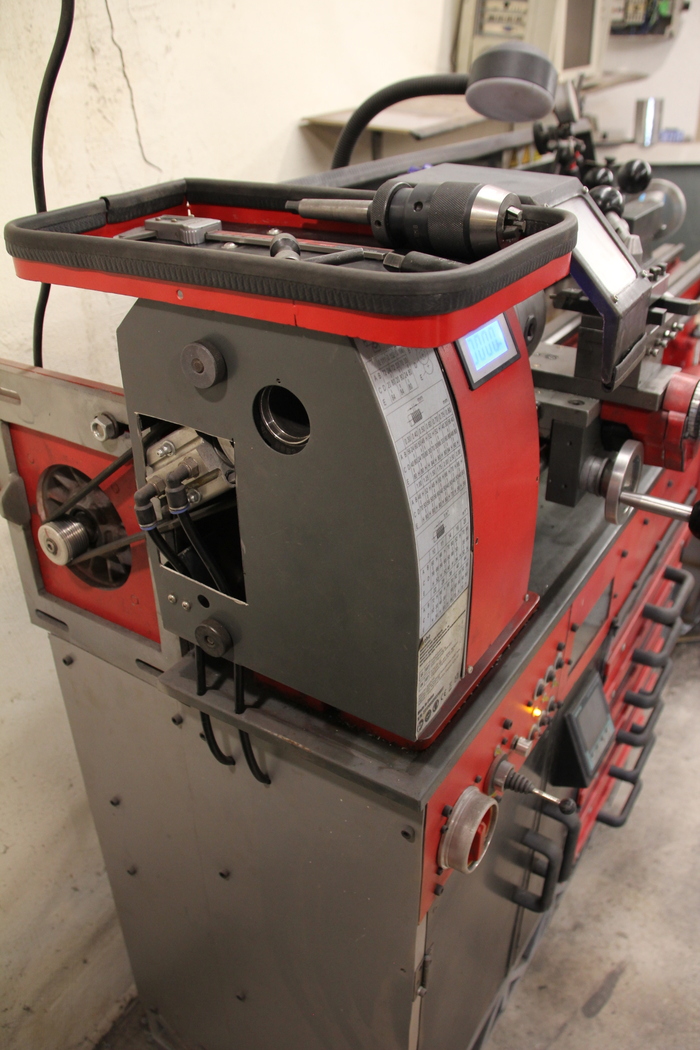
Компрессор частично самопальный, однопоршневой, 150ватт. Используется заодно для аэрографа. Выточил поршневые уплотнители из графитонаполненого фторопласта, и заменил прессостат с 4 на 8 атмосферный, мощности мотора хватает. Ресивер из гелиевого баллона для воздушных шариков, обвязка в основном из гидравлики со свалки.
Плюс виброразвязка от корпуса. Работает чуть громче холодильника, с 5 атмосфер начинает немного тарахтеть, но не критично. Производительности впритык хватает для работы системы подачи смазочно-охлаждающей жидкости в зону резания. СОЖ при этом не струйная, а мелкодисперсионная, минимум разбрызгивания, как и тормоз, включается с кнопки.
Двигатель станка питается от частотного преобразователя, с векторным режимом управления, то есть умеет отслеживать динамику нагрузки и регулировать мощность без задержки срабатывания, поддерживая одинаковые обороты на холостом и под нагрузкой.
(То есть именно так, как обещали дядя ляо и перекупщики с толпой ютубных рекламщиков для родного мотора)
Диапазон нормальной работы от 0 до 100 герц. При этом возникают неприятные для слуха резонансы только в диапазоне от 83 до 86 Гц
Разумеется, все параметры настраиваются, есть плавный пуск, торможение постоянным током, защита от обрыва ремня, защита при блокировке шпинделя при врезании в патрон (к счастью пока не проверял)
Управление оборотами с панели, спаял внешний генератор опорного напряжения 0-10вольт, который по 1 проводу и передаёт значение на частотник.
Запаса мощности мотора хватит чтобы сломать руку при попытке остановить. даже на околонулевой скорости
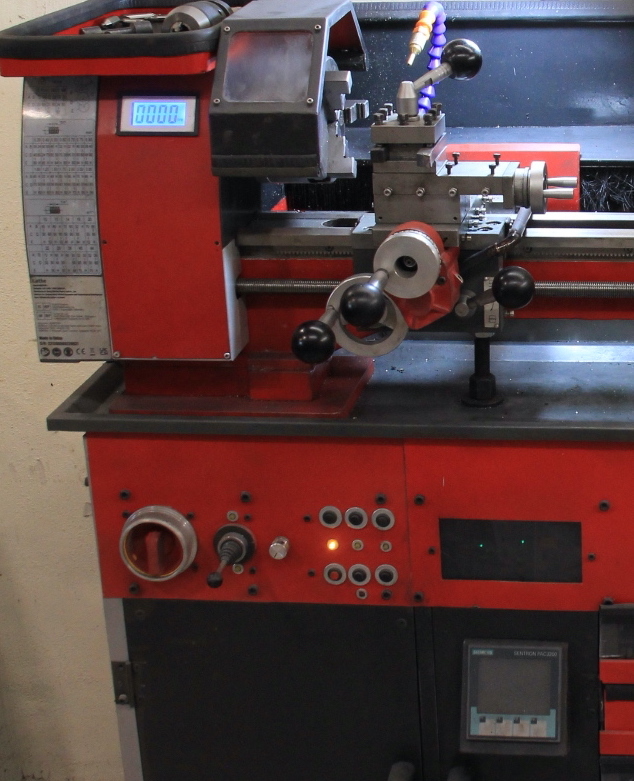
Направление вращения шпинделя задаётся 4-х позиционным джойстиком, без фиксации.
Вниз - нормальное вращение, Вверх - реверс. эти две позиции после нажатия удерживают своё состояние, несмотря на отпущенный джойстик, подсвечивая выбранное направление на панели светодиодом. Отключение режима производится повторным нажатием, реализовал защиту от дурака, включить одновременно реверс и прямое вращение невозможно.
Позиции влево и вправо включают вращение с минимальными оборотами, в районе 5 герц. Идеально для нарезания резьбы плашкой или метчиком, бедром нажимается рычаг джойстика, при отпускании автоматически срабатывает плавное но быстрое торможение и чуть ускоренный реверс для вывода инструмента. Разумеется тоже есть защита от дурака, привод не включится на полные обороты.
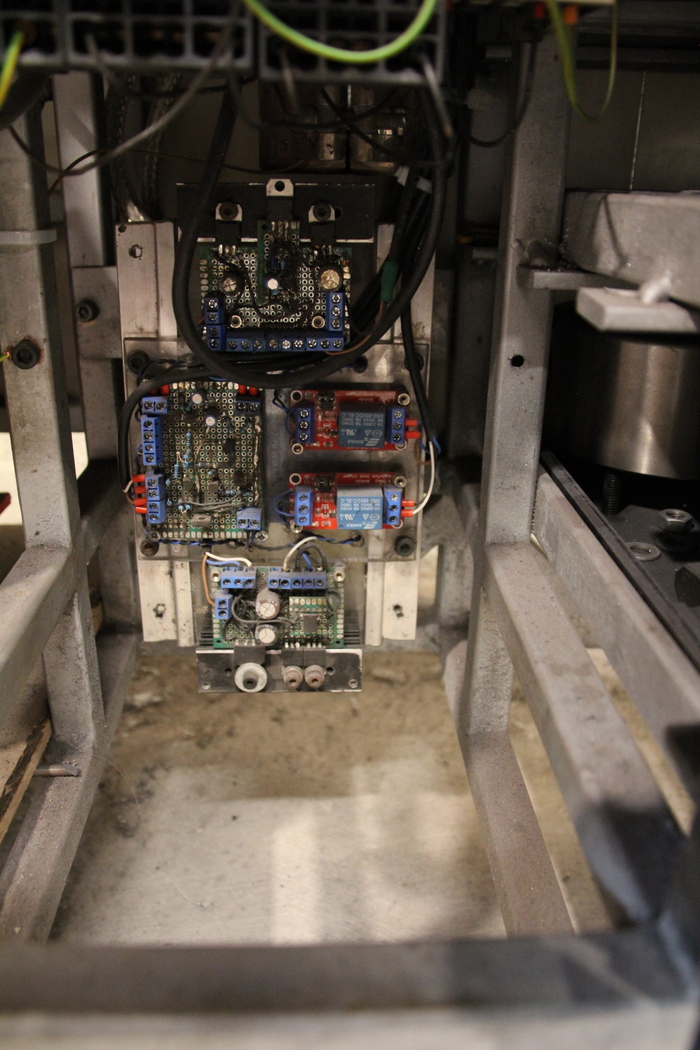
(схема не горелая, просто грязная и спаяна на коленке, основная плата не в кадре, на нижнем слое)
Замыкание контактов джойстика передаётся на самодельную говноплату, у неё на борту стабилизатор питания +5 и +12в, два релейных вывода на частотник и двухканальная схема запоминания состояния нажатия. По сути энергонезависимая транзисторная ячейка памяти на 2 бита.
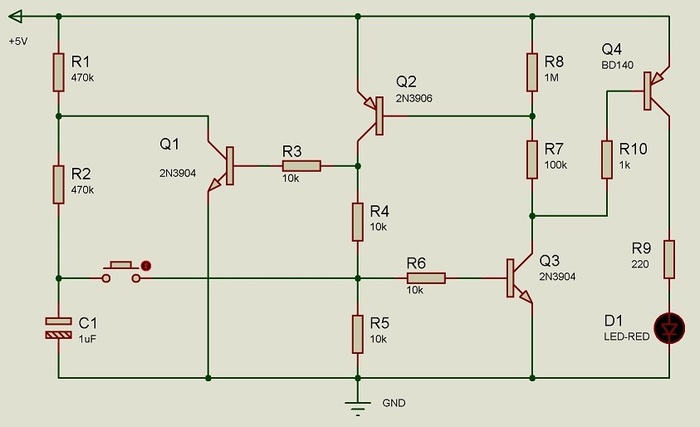
История, к сожалению, не сохранила окончательного варианта схемы. Я начинал с этой, которая оказалась полным дерьмом, реагировала на помехи и сбрасывала выходное состояние по произвольным причинам. В итоговом варианте от этой схемы осталась только общая идея. Были добавлены входные триггеры, фильтрация сигнала, выходной каскад, и т.д.
Короче говоря делать нечего человеку, напильником из паровоза самолёт наколхозил
Балластный резистор на частотник был сделан промышленного кольцевого резистивного нагревателя для трубопровода подачи расплавленного полипропилена. Потому что был в наличии и нахаляву. Чуть перемотал нихром на нужное сопротивление и смонтировал на куске алюминиевой трубы для теплоотвода. Снова работающие, вопреки здравому смыслу орочьи технологии)
Электрошкаф собран тупо на 24в контакторах, по той же причине. Свалка, халява, ремонт.
На передней панели воткнул сименсовский Sentron PAC-3200, в качестве счётчика электричества, моточасов и амперметра.
В следующей части расскажу про доводку механики станка до более-менее вменяемого состояния.
P.S. ничего не рекламирую, зарабатываю на кусок хлеба сам, донаты не прошу, услуги и подписки не предлагаю, спасибо.