За ноябрь в сообществе опубликовано 576 пост, из них: - рукоделие без процесса - 439 постов; - рукоделие с процессом - 128 постов; - без тегов - 9 постов.
Поздравляю призёров и приглашаю @pikabu для вручения подарков, ачивок - "Золотые", "Серебряные" и "Бронзовые" ручки, за самые рейтинговые рукодельные посты ноября.
Были пройдены все пять этапов принятия горя, и я остался с 80-килограммовым макетом станка, который хоть и обошёлся с учётом рефунда в сотню евро, но представлял собой некондиционную груду металлолома.
С чего начать? Жёсткость конструкции. Это главный дефект, который сумрачный китайский гений заложил ещё на стадии проектирования.
В первую очередь нужна точка отсчёта, поверочная база. Затем станину нужно было привязать к максимально жёсткому основанию и выставить переднюю бабку.
Шаг первый: куплена поверочная линейка, рамный уровень и б/у гранитная поверочная плита 630х400, с заявленными тремя нулями. Допущение первое, отсутствие царапин, упаковка в промасленые 36-летние газеты и надпись "Made in Western Germany" на шильдике возможно дают класс точности 0 или 00 из 000. На этом наивном предположении будет строиться вся работа.
Шаг второй: каретка суппорта сразу выбрасывается в утиль, и заказывается такая же, но без подгонки кривыми руками.
Шаг третий, неочевидный: купил шлифованую гранитную заготовку под памятник. в данном случае пока не себе, и не на могилу токарного, а как базу для "фрезеровки"
Шаг четвёртый: покупка индикаторов, 0.01 Mahr и 2μМ Mitutoyo, плюс угломер Marui Keiki, сворованный в 97 году с завода MAN, судя по поверочной наклейке.
Отсюда Допущение второе: старые японцы с немцем будут лучше нового китайца.
Допущение третье: станина всё-таки ровная. в рамках измерения не от поверочной плиты с полным опиранием (длина гипотенузы плиты всего 746мм, целиком станина не влазит), а линейкой по индикаторам и рамному уровню. по крайней мере винта, неплоскостности и непараллельности в пределах измерения нет. Уже хорошо, возношу хвалу Омниссии за то, что косорукий Ляо не напакостил при шлифовке.
Вырезаю первый имплант, под дыру в станине, долго и мучительно подшлифовывая, чтобы не давал деформацию, после чего пришабриваю переднюю бабку, выставляя разворот и наклон относительно станины в пределах 3 микрон на вылете 100мм, предел точности определился биением планшайбы шпинделя в новых SKF подшипниках и точностью "скалки".
Такой короткий абзац, который в реальности превратился в 2 месяца ада. Кто знает - тот поймёт.
Начинаю сваривать опорную раму под станину. Швеллер ровный, зажимается, и затем обваривается в среде аргона, в нужном порядке.
Аргон здесь нужен исключительно для лучшего контроля тепловложения и максимального избегания сварочных деформаций. Сваривается всё вразбежку, зеркально. Ввариваю внутренние связи, раскосины, замыкаю профиль, заливаю безусадочным бетоном.
Через месяц наступает время надгробной плиты. Гранит на отпечаток поверочной плиты оказался достаточно плоским. Да, я знаю что это "хвост машет собакой", при такой поверке, но нужна база для выставления направляющих для УШМ. База, по которой будет обдираться опорная плита, на которую, в свою очередь, встанут опорные пятки станины.
Техпроцесс напоминал видеоролики, на которых тем же методом пакистанцы головки блока цилиндров шлифуют. Идиотизм, но работает.
Зачем заморочка с рамой? Можно было купить гранитный бордюр, и на нём всё смонтировать. Но хотелось обойтись минимумом затрат, к этому моменту станок, с учётом инструмента, уже обошёлся в 350 евро, а при наличии трёх детей, всегда есть куда потратиться, выбросить же ещё сотню на кусок камня не было желания. Да и с металлом работать приятнее.
На отшлифованную опору устанавливаю поддон, проделываю сквозные отверстия для крепления и слива смазочно-охлаждающей жидкости.
Изготавливаю экзоскелет станины и проставочные плиты, которые обеспечат подъём станины на 40мм в районе опорных пяток, что даёт 9 сантиметров свободного пространства под станком для стружки. Всё пришабривается. Внутренний объём герметизируется и заливается бетоном. три опорные шпильки м16 затягиваются по индикатору, без деформации.
Минус ещё один месяц жизни.
Станина усаживается на своё место. Нижняя опорная плита имеет канавки для стока СОЖ. остаток стекает со станины по направляющим в поддон.
В дренажные отверстия вклеиваются пневматические штуцеры, шланги выводятся в бак из 304 нержавейки, в котором установлен фильтр и насос для второго режима подачи через резец. основная система СОЖ работает от внутреннего компрессора.
На кой ляд сдался токарному станку самопальный компрессор - об этом в третьей части, спасибо.
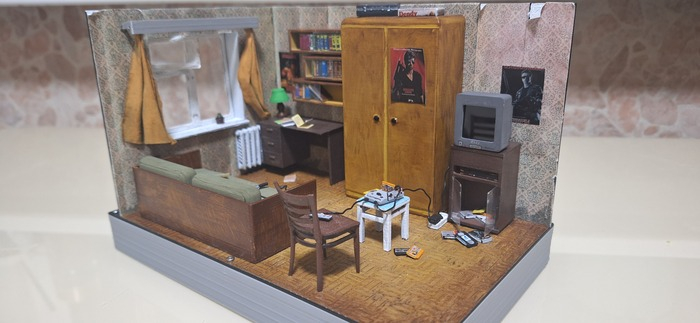
Короткое введение: Живу в пятиэтажной хрущобе, тысячи их одинаковых, имею хобби баловаться с лазерным гравером. В один прекрасный день, год назад, задумал как-то преобразить подъезд и родилась мысль сделать много табличек с цитатами и развесить по стенам.
Одна из табличек с цитатой. Михаил Жванецкий.
Чуть более года я делал эти таблички. Сначала думал что уложусь в ~90 штук, но вышло 134 и ещё штук 10 нужно будет доделать.
Один из пролётов подъезда.
Цитаты брал из разных источников. И из интернета, и из печатных изданий, что то брал из памяти, чем сам пользуюсь.
Тут есть и писатели, и актёры, и философы, и учёные... даже пара спортсменов. Много кто.
Геродот
Портреты тоже разные. Некоторые это гравюры, некоторые рисунки, есть сделанные с фотографий, кое какие генерировал при помощи ChatGPT
Светильники в подъезде тоже я повесил вместе с большим зеркалом, но эта другая история.
Материал взят самый простой - фанера 6мм сорта 2/4. Специально ездил в строительные магазины и отбирал листы без сучков. После гравировки и резки, всё вышлифовывал и покрывал двумя слоями матового яхтного алкидно-уретанового лака.
Джордж Оруэлл
С одного листа фанеры в 1500х1500 можно изготовить до 32 цитат. Так что себестоимость вполне копеечная.
Монтаж тоже занял порядочно времени, ведь каждая табличка на 4х саморезах. Стены неровные, на двухсторонний скотч не приклеить.
На счастье у меня есть аккумуляторный перфоратор с системой пылеудаления. Так что подъезд я не засрал бетонной пыльно, но пошуметь пришлось.
Жильцам в основном понравилось. Ходят - читают. Некоторые даже поблагодарили.
Все цитаты выкладывать не буду, слишком уж много, но вот видео прикладываю:
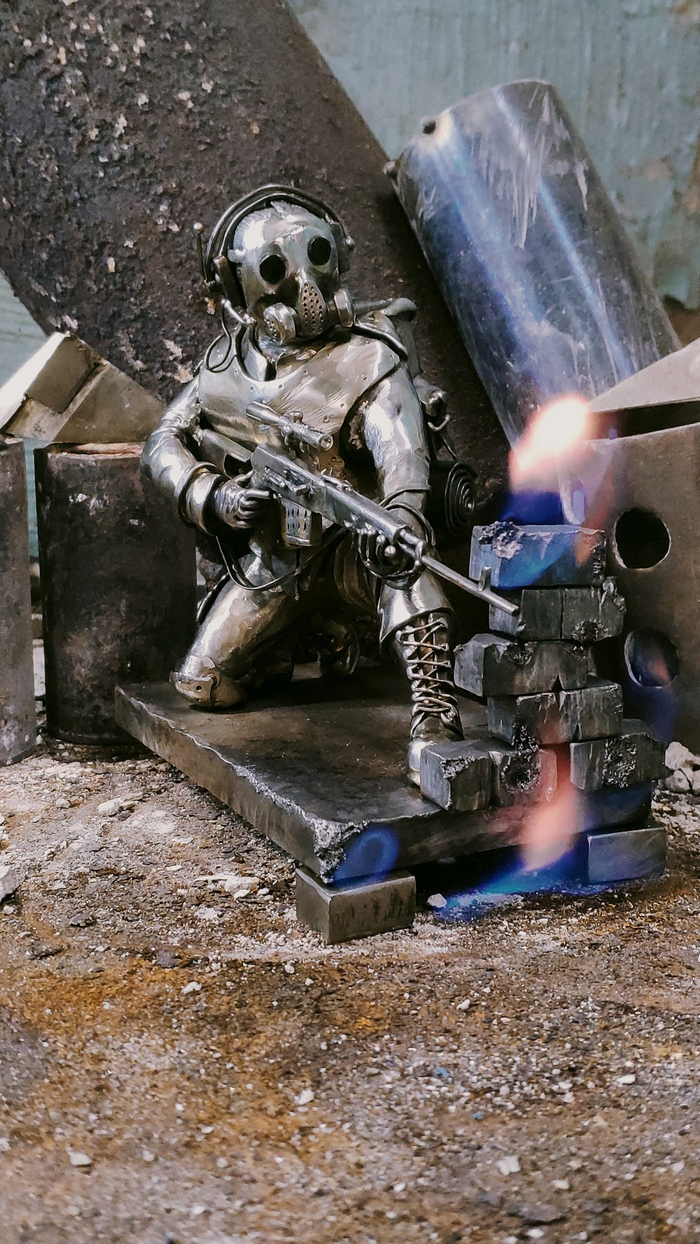
Буэнос диас, уважаемые. Я вам опять железок принёс.
Есть в РФ немаленькая контора, которая занимается изготовлением электроники всякой. Ну и, само собой, время от времени им нужна технологическая оснастка. В целом, мне кажется, довольно разумно, производя массово какую-то одну продукцию, не заморачиваться серьёзным инструментальным производством, а передавать эти задачи на аутсорс. Ну просто для того, чтобы сделать эти конкретно железочки нужен целый отдельный цех оборудования и несколько человек, которые на нём работают. Ну или один, но типа меня :)
С одной стороны - оно "бесплатно" тогда. А с другой, если посмотреть, даже если сторонняя организация возьмёт в 4 раза больше, чем я зарядил за эту работу - всё равно это получится гораздо дешевле, чем нанимать на постоянку человек пять мужиков в инструменталку и обеспечивать их всем необхзодимым. Впрочем, довольно лирики. Вот такие штучки получились:
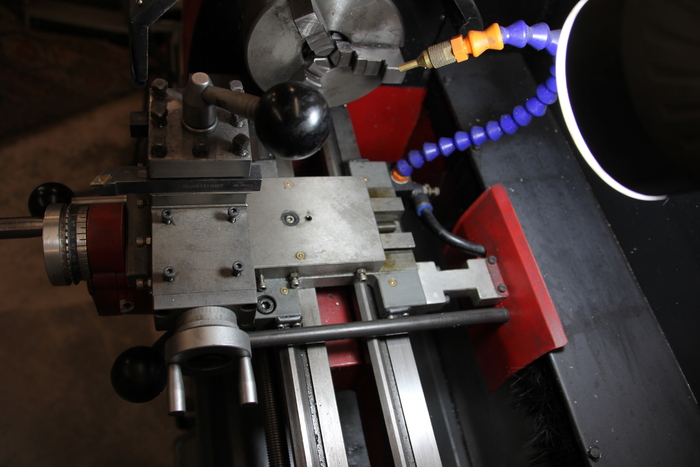
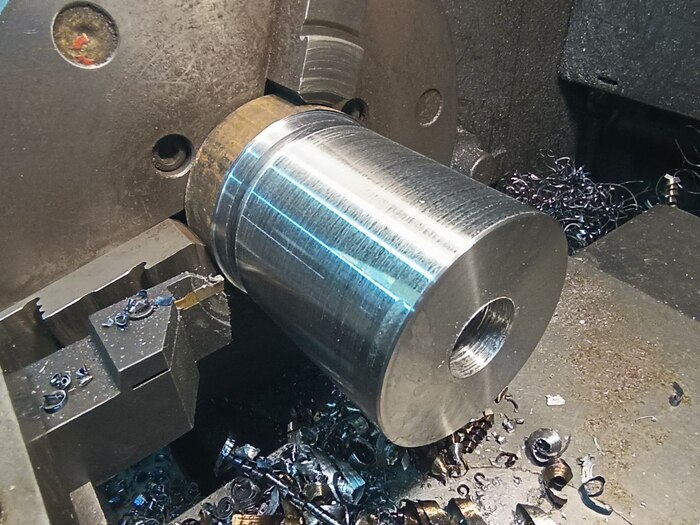
Если присмотреться повнимательнее, эти кулачки являются частями одного тела вращения. Таким образом прихоим к тому, что надо бы сперва выполнить токарную заготовку. Для этого включаем счётчик используемого оборудования. 1. Ленточная пила, чтобы отчекрыжить заготовку от стального бревна 40Х. Ну и потом, оно идёт на универсальный токарник для приведения в черновые размеры. Во. Это уже станок номер 2. В данном слукчае - 16к20пф1-м.
Ободрано, отрезано. Побежали на ЧПУ-токарник. Это уже станок №3. Но тут случилось страшное. Длины вращающегося центра не хватает. Да как так то хоть. Ну ладно. По-бырику разобрал один из старых центров, нарисовал серёдку, поставил на ЧПУ.
Железка временная, можно сказать даже одноразовая, поэтому морочиться с закалкой и круглым шлифованием не стал. И таааак сойдёт. И сошло.
Вооо. Теперь писюн норм. Как у коня. :) Окай. Раз побочный квест пройден, давайте обратно на сюжетную линию и точить заготовку.
Хоба такое. За две установки. Наточено. Теперь надо эту рюмку расхерачить на куски. В этом нам помождет станок №4 - электроэрозионный проволочновырезной.
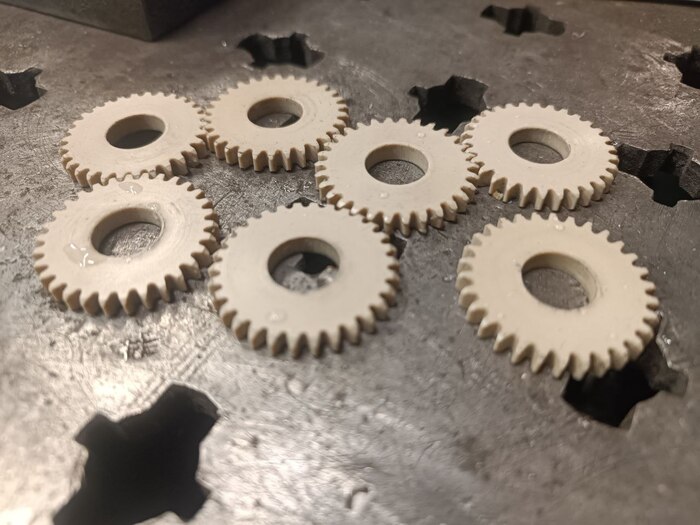
Весёлые искорки жрут митолл, а я тем временем наваливаю на освободившемся токарнике заготовки для зубчатых колёс в того же заказчика. Какой-то хитрый пластик. Твёрдый, диэлектрический и ваще годнота. Кусочек в 100х35мм обошелся в 4к примерно. А заготовочки закидываю в зубофрезер. В сюжетной линии он не участвует, потому считать его мы не будем.
А нитка тем временем выпилила уже 3\6 заготовочек, обнажив внутреннюю структуру. Красивое.
Окай. Выпиленные железочки размечаются на штангенрейсмасе об разметочную плиту и отправляются на четвёртый станок - сверлильный. Схематично не указан. Но он был. А потом связываются хитрым образом и переходят на пятую единицу технологического оборудования - печку для проведения термообработки. Закалки и отпуска до требуемой твёрдости.
Ндэ. Фубля какая-то. Так жить нельзя. Поэтому далее заготовки отправляются на пескоструйную обработку. Т.е. уже шестая единица оборудования - пескоструйка (с винтовым компрессором, ресивером и пневмомагистралью... однако будем считать её за одну единицу). Ну... гораздо лучше же:
Ну и финальный босс этой сюжетки (номер семь, выходит) - польский пятитонный плоскошлиф. Я ж хитрый - я резал на эрозии с припуском на шлифовку. Поэтому теперь - погнали, счешем по 0,15мм с каждой стороны. Благо стол метровый и все автоподачи я починил. Насыпал, занулился и на выходе - зеркальце.
Электрохимических обработок дядьки не заказывали, воронения тоже, поэтому каждый сухарь жырно обмазывается маслами и складывается в индивидуальный пакетик. О, а тут уже и зубач навалил шестерёнок.
Этих ребят тоже в пакетик.
Вот и смотрите сами. Вроде простейшие железочки, а понадобилось таки 7 отдельных станков и агрегатов для выполнения. И это ещё измериловку не прибавлял, каковая используется на каждом этапе. Хорошо, когда заказчик понимает это всё и не включает "а чо так дораха? да ты тут просто болгаркой порежь и на точиле обточи."
Такие дела... А если кому вдруг внезапно интересно это всё в режиме онлайн - тому в профиле указана ссыцлка на телегоканал, где есть железо, но нет рекламы, политоты и попрошайничества донатов. Туда и рекомендуется переходить. Там ещё и чатик прикручен без анальной модерации. Тоже хорошо, например.
Сегодня покажу виверну в красно-золотом варианте) Дракончик выполнен на заказ. В работе натуральная кожа, мех норки для гривы и хвоста, японский бисер, пайетки. Фигурка полностью подвижная благодаря проволочному каркасу. Глазки стеклянные. Тонировка акриловыми красками. Размер около 21 см. В шапке профиля для связи указаны телега и почта)