

Литье серебром с выжигаемого полимера
просто делимся результатом ювелиров работающих с нашим материалом
просто делимся результатом ювелиров работающих с нашим материалом
Есть некое ювелирное изделие от тиффани, шарик из вьющихся шнуров, вот такой
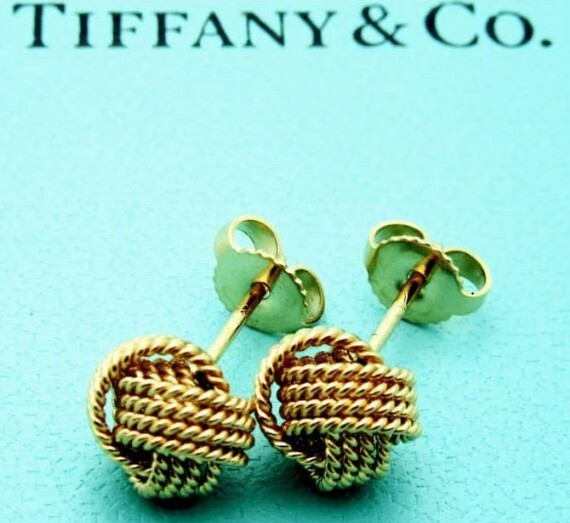
витой шарик от тиффани
Наш знакомый ювелир (Андрей Черных) вдохновился задачей повторить данное произведение искусства, и поделился с нами этапами и моментами процесса.
"
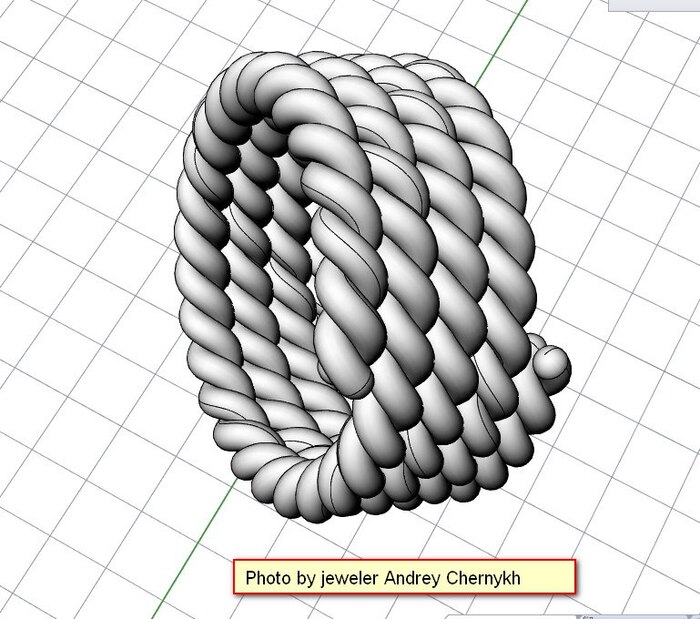
Сначала - разработка модели.
"По бренду спираль не спаяна и постоянно деформируется. принято решение переделать брендовую вещь ибо полная хрень!"
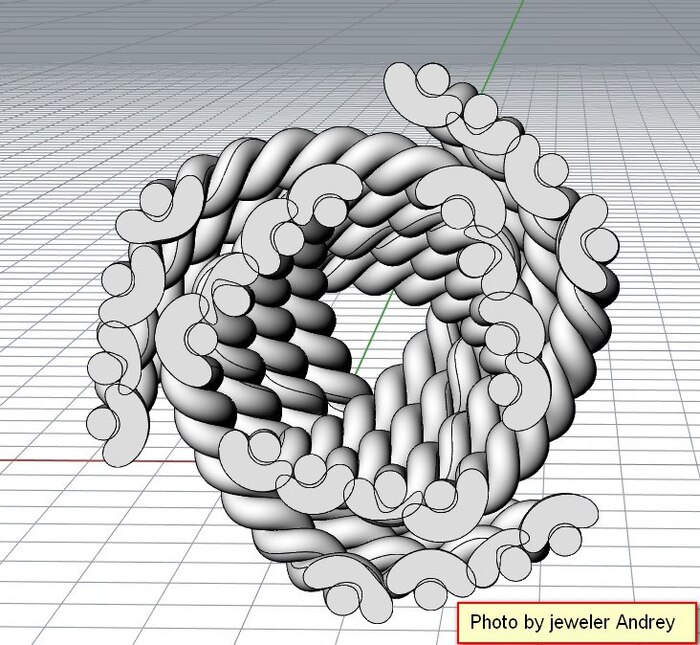
Мало сделать модель, нужно понимать - что она будет литься металлом, ибо это цельное изделие.
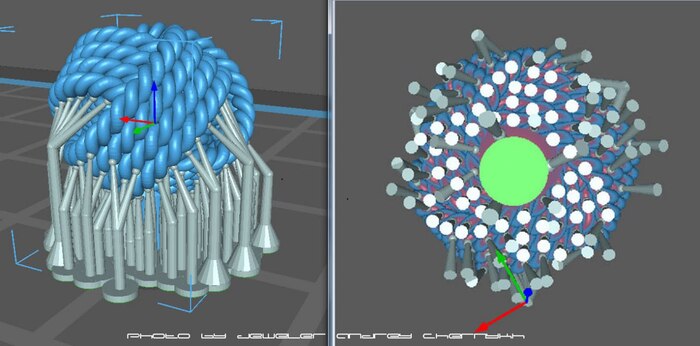
Спираь одного элемента. Метал течет в разные стороны спирали по разным сечениям.
модель в разрезе
Или вот видео с разреза. Лить такое - достаточно сложно
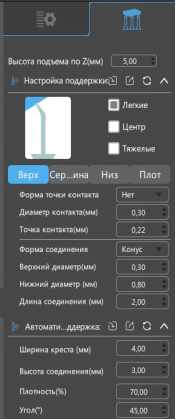
Второй немаловажный аспект - вырастить. Растановка поддержек - занятие муторное, требующее опыта
Лес поддержек
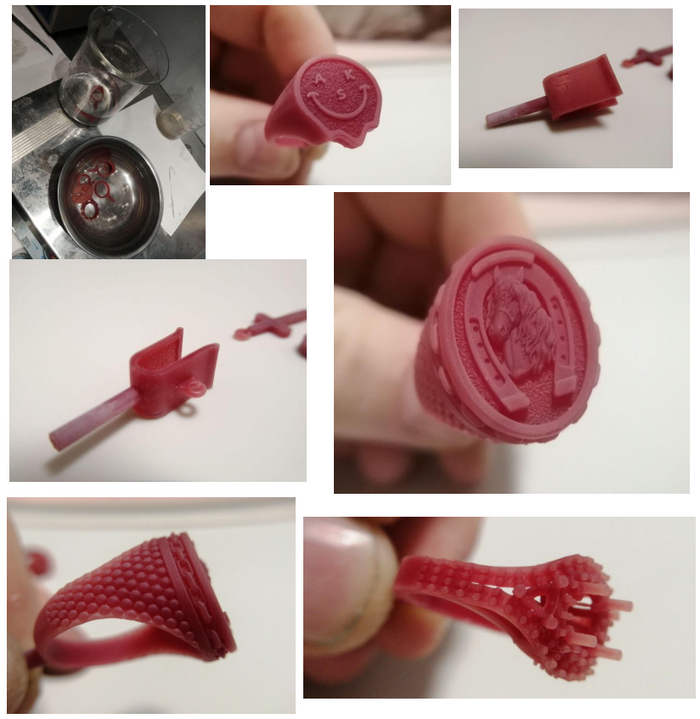
Выбор фотополимера - так же сложная задача. До сих пор нет идеального литьевого фотополимера, но есть "ну почти". Эта задача лилась не первый раз, но без дефектов не получалось. Теперь выбран недавно появившийся Hardlight Jewelry Wax Red

Выжигаемая смола Hardlight Jewelry Wax Red
выросло хорошо, поверхность гладкая. Пора на елку

Елка. но не новогодняя.
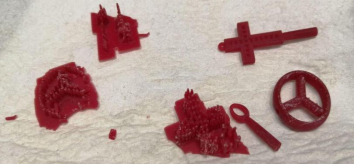
Результат - на фото. Отлилось на твердую "5"

литье
Возражения, которые уже звучали
"А такую модель разве не надо было разрезать на части чтобы потом собрать в единое? Тут же не подлезть нигде не обработать. Не говоря уже о тонких местах где очень вероятно обрушение форм-массы. Слоистость везде"
- да, я могу это сделать или в ручную или на фрезере пять осей располовинив модель .
- Обработка только зачистка низа от шариков.
- Если печатать на слое 0.15 или 0.01 то слоев то вообще не будет.
"а почему брак, пузыри? Запаивать придется или забьётся?"

- вы не учитываете размеры. На фото оно с кулак. А на самом деле - максимальный габарит 9.7 мм. Стенки и каналы очень тонкие.

габариты в металле - 9.7мм

размеры в сравнении
- в микроскоп 20-кратный не видно никаких пузырей. После магнитной галтовки вообще ничего не увидеть. Надо не забывать, что литье само по себе и своей структуре пористое (крупнозернистая кристаллическая решётка). Прокат , мелкозернистая уплотненная кристаллическая решётка.
В качестве выводов.
Главная цель данного литья - отработка технологии работы с 3Д принтером и выжигаемыми полимерами. Уже на 8к принтерах можно получить сравнимые с фрезером модели, новые принтеры 7" 9К уже могут потеснить их. Потому - поиск подходящего фотополимера, отработка стабильного литья на нем - задача с высоким приоритетом. Если не следовать ювелирам за новыми техническими тенденциями - может статься, останешься не то что за бортом, но на краю"
"
Работа и комментарии - Андрей Черных https://t.me/fabricio72


Всем - удачных печатей.
Выглядят как конфетки, не правда ли? Год назад начала создавать вот такие броши. Выполнены из фанеры, ручная роспись, сверху эпоксидная смола (некоторые многослойные, за счет чего создается 3д эффект). Эпоксидная смола создает эффект линзы, поэтому броши выглядят очень круто! Очень люблю каждую свою брошь, ведь каждая из них индивидуальная.



Идея пиконок не нова видели их в разном исполнении. Ну вот решили попробовать сами.

Материал сосна,акриловые краски,эпоксидная смола.

Ну и фото по месту жительства .
У ювелиров много скепсиса по поводу ювелирного литья по выжигаемым напечатанным фотополимерным моделям. Есть конечно фавориты технологии, такие как Solid Scape, и все бы хорошо, если бы не ценник (1.5 млн принтер, от 45к за кг смолы). Есть Envision (900/50к).
Притом не берем в расчет доступность всего этого в наше время перемен.
Есть настольные фотополимерные принтеры в цене 50-200 тыс, на которых можно получить приемлемую печать, но с выжигаемой смолой столько же мнений, сколько и видов этой смолы.
Очень заманчиво на относительно недорогом оборудовании получить чистую отливку, но...
У кого то получается, у кого то нет, на одном и том же оборудовании и по схожим инструкциям. То есть - 20% успеха принтер, 40% успеха полимер, 40% - литейщик.
Получить какую то информацию у тех, у кого получается, достаточно сложно. Проф секреты, наверное.
Публикуем опыт, переданный нам одним ювелиром, который не против им поделиться.

Фотополимер Hardlight Jewelry WAX

Принтер Anycubic Photon Ultra DLP
Настройки поддержек: Поддержки ставим в программе ChiTuBox, там лучше алгоритм расстановки и настройки самих под-держек. После расстановки поддержек экс-портируем в STL и загружаем в слайсер Photon Workshop (функционал поддержек там слабоват).
Настройки печати в Photon Workshop
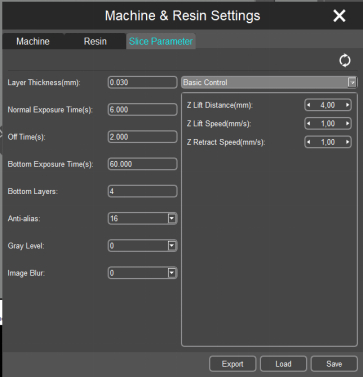
По печати особых замечаний нет. Полимер не любит высоких скоростей отрыва-ретракта. Обязательна пауза перед засветкой слоя после ретракта.
Дальше - пост обработка. От нее зависит половина дальнейшего успеха.

Снятие с платформы

Первая отмывка в грязном спирте. 1-2 минуты

Отмывка в чистом спирте. 1-2 минуты

Сушка (обдувка): я обдуваю с компрессора, но данную операцию можно делать медицинской клизмой. Задача убрать все блестящие пятна. Модель должна быть матовой. Все блестящее это либо спирт, либо остатки не засвеченного полимера. Если остаются следы - в спирт
Удаление поддержек: я удаляю их руками, так как мелкая точка контакта легко отламывается, создавая “пенек”. Некоторые труднодоступные поддержки убираю скальпелем. Пеньки потом убираем наждачкой или сатином.
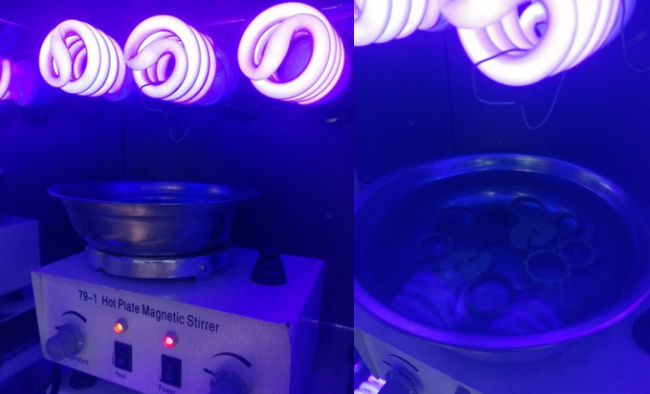
Модели вывариваются в воде с температурой 80-85 градусов, 2 часа. В конце операции модель должна “побледнеть”. Вываривание происходит совместно перемешиванием и засветкой под ультрафиолетом.
Отмывка после вываривания! С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
Литье тестировалось в разных литейных мастерских. Результаты разные, но стабильные. Данные настройки нужно брать за основу, и если нужно, то корректировать под свои процессы. Но литье данного полимера лучше лить на ПОЛИМЕРНЫХ режимах.
Литейщик № 1.
Форммасса PRESTIGE ORO, соотношение форммассы и воды стандартное 40:100. печь Митерм 27
Прокалочный цикл:
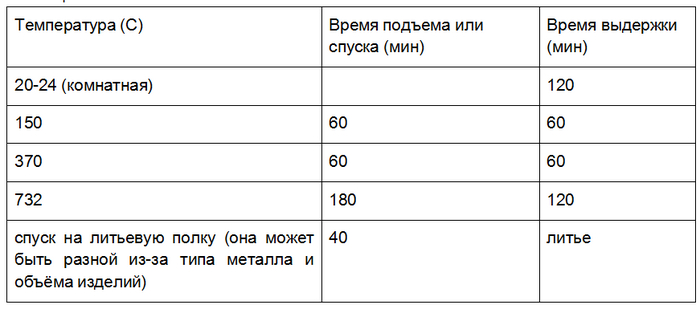
Данный вариант литья считается восковым. И у данного литейщика выходило стабильное качественное литье 4 раза под ряд. У другого литейщика на данных циклах литье браковалось, но у него была другая форммасса.
Литейщик №2.
Форммасса PRESTIGE OPTIMA, соотношение форммассы и воды стандартное 40:100, печь самодельная
Прокалочный цикл:
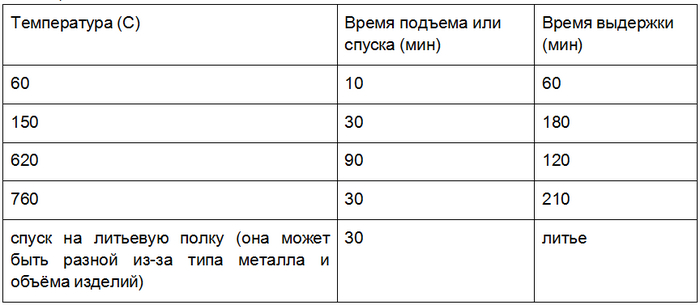
У этого литейщика брака не было
Результат после литья:

МОИ ВЫВОДЫ:
- Высокая детализация печати (у разных принтеров при разных настройках могут быть разные результаты, но «ответ» от пятна света максимально точный)
- Стабильный в печати и литье
- Без сильного запаха
- Достаточно твердый, для того что бы ставить тонкие поддержки (а это очень важно)
- Относительно недорогой
Применяю лично я для ювелирки, но подойдет и для стоматологических работ.
В результате мы получаем отливку с микро обрушениями. Обрушения конечно есть, но они приемлемые. За 10 лет практики я научился их находить. И могу сказать что так бывает и на воске.



На этом - все. Всем удачных печатей!
Сказочный кит был долгим проектом и наконец то оформился окончательно.

Основа животинки дерево. Ручная роспись акрилом и покрытие ювелирной смолой с двух сторон.

Всем добра и волшебства)
Всем добра.
Недавно делали в подарок подруге несовсем обычные серьги,чем и спешим похвастаться.

Основа изделий дерево, роспись нанесена врукопашную акриловыми красками, покрытие ювелирная смола. Диаметр 50мм.
Окончание. То, что не влезло в первый пост.
Их назначение - снижать вязкость неполимеризованной композиции, пластифицировать конечный полимер (увеличивать ударную вязкость и прочность на разрыв, ценой снижения прочности на сжатие), улучшать смачивание поверхностей при склеивании. Также они снижают термостойкость и как правило снижают скорость полимеризации (увеличивают время жизни композиции).
Собственно четкой грани со смолами - нет. Изначально идея состояла в том, чтобы "приделать" к молекуле растворителя эпоксидную группу, чтобы она потом встраивалась в сетку полимера, ибо "свободный" растворитель в застывшей смоле - это плохо, он постепенно будет оттуда выпотевать стираться испаряться (что приведет к охрупчиванию, механическим напряжениям).
Первым продуктом такого рода были глицидиловые эфиры жирных спиртов C12-C14. Тут еще можно было провести грань со смолой, ибо в молекуле только одна эпоксогруппа, и такой эпоксид будучи смешаным с амином в чистом виде полимер образовать не может. Получится продукт присоединения нескольких молекул такого моноэпоксида, к молекуле отвердителя, который однако будет иметь весьма незначительную молекулярную массу, а никак не полимер. Смола имеет 2 эпоксогруппы (в первом приближении) и даже с дифункциональным амином - образует непрерывную цепь (а с полиамином - сетку). Т.е. это был не самостоятельный продукт а исключительно добавка. Откуда и возникло это деление "смола/разбавитель".
Но потом придумали массу полифункциональных разбавителей, которые собственно уже называют "алифатическими смолами". Причем есть уже и не особо низковязкие. Ранее упоминавшаяяся ST-3000, в документации производителя именуется смолой (resin) тогда как ее полный аналог (на базе тогоже гидрированного бисфенола А, с точно такойже массовой долей эпоксогрупп, ровно тоже самое, с точностью "до погрешности ТУ") XY518 - у производителя в документации называется разбавителем (diluent) .
Причем со смолой - особого разнообразия нет. Почти все сварено из "бисфенола А", иногда (редко) из очень похожего "бисфенола F", различие только в массовой доле эпоксогрупп и вязкости (в процессе синтеза смола немножко полимеризуется "сама с собой", хотя и не совсем так как с амином, потому содержание эпоксогрупп - величина немного "плавающая", обычно оратно связана с вязкостью), и если не брать в рассмотрение полутвердые и твердые смолы то и там разброс не велик примерно от 19% до 24% эпоксогрупп. Cобственно отечественные смолы так и маркировались: ЭД20 - эпоксидиановая смола с 20% эпоксогрупп (вернее от 20 до 22, дальше уже будет ЭД22). Импортные "128-китайцы" - занимают промежуточное положение (по советской номенклатуре следовало бы называть ЭД21) . Есть "спецмарки" на базе других полифенолов, но в широком применени - они практически не встречаются (хотя купить при желании можно).
А вот с разбавителмия - разнообразие довольно значительное.
Даже если не брать моноэпоксиды (коих вообще дофига) то можно написать следующую таблицу:
Названия продуктов с одним и темже базовым веществом, массовая доля эпоксогрупп, и динамическая вязкость при +25С
Потом краткие характеристики свойств.
1,4-бутандиола диглицидиловый эфир CAS 2425-79-8
EPIOL DE200 30.7-35.8% Э.Г. 10 -18 мПа*с
SM-622 31.9-34.4% Э.Г. 10 -20 мПа*с
XY622 27.9-29.7% Э.Г. 10 -20 мПа*с
ipox RD3 29.7-33.1% Э.Г. 12 -22 мПа*с
лапроксид БД 28.0-33.3% Э.Г. 10 -30 мПа*с
Один из наиболее жидких из дифункциональных. Прекрасно разбавляет не сильно снижая свойства конечного полимера. Широкодоступен.
1,6-гександиола диглицидиловый эфир CAS 16096-31-4
EPIOL DE202 27.7-30.7% Э.Г. 10 -30 мПа*с
XY632 27.9-30.0% Э.Г. 15 -25 мПа*с
SM-80 26.9-30.7% Э.Г. 15 -25 мПа*с
ipox RD18 26.7-29.3% Э.Г. 15 -25 мПа*с
Похож на DE200 , чуть гуще, чуть пластичнее, заметно гидрофобнее. Широкодоступен.
Неопентилгликоля диглицидиловый эфир CAS 17557-23-2
EPIOL DE203 29.7-33.1% Э.Г. 10 -18 мПа*с
XY678 29.3-30.9% Э.Г. 10 -20 мПа*с
SM-678 27.7-31.9% Э.Г. 16 -21 мПа*с
ipox RD14 26.9-28.6% Э.Г. 15 -25 мПа*с
лапроксид НЕО 26.0-30.0% Э.Г. 20 -40 мПа*с
Высокая адгезия, прекрасная смачиваемость. При этом тоже очень хорошо разбавляет.
1,4-диметилолциклогексана диглицидиловый эфир CAS 14228-73-0
EPIOL DE204 26.0-28.6% Э.Г. 60 -75 мПа*с
XY630 25.4-27.6% Э.Г. 40 -80 мПа*с
ipox RD11 23.2-26.0% Э.Г. 60 -90 мПа*с
Циклоалифатический. Изумительная адгезия к гидрофобным материалам. Может быть использован как самостоятельная смола с "жесткими" циклоалифатическими отвердителями. Дефицитная экзотика.
Триметилолпропана триглицидиловый эфир CAS 30499-70-8
EPIOL PE300 29.7-31.9% Э.Г. 100-145 мПа*с
XY636 29.8-31.9% Э.Г. 90-180 мПа*с
SM-60 26.9-31.9% Э.Г. 100-200 мПа*с
ipox RD 20 28.6-30.7% Э.Г. 120-180 мПа*с
Kukdo YH-300 28.6-31.9% Э.Г. 100-300 мПа*с
лапроксид ТМП 27.0-31.0% Э.Г. 150-250 мПа*с
Трифункциоанльный . Не так хорошо разбавляет, зато почти не портит свойства конечного полимера (следовательно можно налить много, вплоть до 100%). Прекрасная смачиваемость.
Может быть использован как самостоятельная смола с "жесткими" циклоалифатическими отвердителями. Для алифатической смолы - анамально высокая активность (вплотную приближается к стандартным диановым смолам), потому время жизни заметно не увеличивает. Порядочный дефицит. Отечественный вариант - желтый.
Полиоксипропиленгликолей полиглицидиловые эфиры
лапроксид 603 16.5-19.5% 80-150 мПа*с
Трифункциональный. По формуле "джеффамин T403, только с эпоксогруппами вместо аминных". Не так сильно разбавляет, но мощно пластифицирует. Хорошо снижает скорость полимеризации.
Вообще лапроксидов делается довольно много (НПП "Макромер" в г.Владимире) с различной молекулярной массой, и функциональностью.
Пентаэритрита тетраглицидиловый эфир CAS 3126-63-4
XY634 25.0-34.4% Э.Г. 100-800 мПа*с
ipox CL16 25.3-27.6% Э.Г. 900-1200мПа*с
EPIOL-PE411
Четырехфункциональный. Живьем достать не смог, хотя должно быть прикольная штука.
Как разбавитель расматривать странно (при такой вязкости).
резорцина диглицидиловый эфир CAS 101-90-6
SM-687 31.9-36.7% Э.Г. 200-300 мПа*с
EPIOL DE703 31.9-36.8% Э.Г. 300-450 мПа*с
XY694 32.3-36.4% Э.Г.
УП637 (ХТ-712) 33-37% Э.Г.
Резорциновая смола. Крайне высокая активность (с ТЭТА, 15г проба разлитая слоем около 5мм, через 20мин плавит полипропиленовую форму). Исключительная механическая прочность конечного полимера (значительно прочнее диановых смол). Желто-оранжевый. Светостойкость хуже чем у диановых смол. Склоненн к криталлизации (фактически перед использованием, если стоял более трех дней приходится прогревать до 45-50С чтобы расплавилось закристаллизованное). Гораздо более жидкий чем диановая смола, но при этом дает совершенно твердые отливки. Не пластифицирует вообще, и не снижает термостойкости хотя неплохо разбавляет. Прочность и термостойкость - наоборот повышает. Изумительная штука в композициях с полутвердыми полифункциональными смолами (Новолаки, УП-643, ЭН-6, ЭТФ, ЭХД, ЭЦ-Н ...). Либо с ароматическими отведителями - прочность просто запредельная. Хотя в чистом виде в работе неудобен, из-за постоянной кристаллизации (в смесях исчезает) и бешенной реакционной способности (в смесях несколько снижается). Т.е. можно рассматривать как специализированный разбавитель для "спецмарок" полутвердых конструкционных смол (для перевода оных, в жидкое состояние при нормальных условиях), у которых в случае добавления стандартных алифатических разбавителей - моментально "испортятся" их замечательные свойства.
Токсичен более диановых смол и аллергенен. Использовать СИЗ !!!
1,2-Циклогександиола диглицидиловый эфир CAS 37763-26-1
XY631 25.7-27.6% Э.Г. 35-65 мПа*с
Должен быть похож на DE204. Экзотика. Живьем достать не смог.
Из моноэпоксидов можно упомянуть SM-90 (и его многочисленные аналоги с похожими свойствами)
тот самый моноглицидиловый эфир жирных спиртов С12-С14.
Весьма низковязок, потому при небольшом содержании - очень эффективно разбавляет не сильно портя свойства конечного полимера. Но с ростом его содержания - термостойкость падает просто катастрофически, и смола становится мягкой, причем склоной к пластической деформации (удар молотком - оставит вмятину, которая сама не закроется, тогда как смола сильно разбавленная диэпоксидом вроде DE200 - скорее спружинит, и вернется к исходной форме). Т.е. максимально увеличивает такой параметр как "удлиннение при разрыве". В какихто случаях это может быть даже желаемым результатом (как известно: нет плохих и хороших свойств).
Впрочем, по вязкости (обычно около 15 мПа*с) - к нему вплотную приближается дифункциональный DE200.
Он очень дешевый, потому обычно используется для производства "фабрично разбавленных смол". Таких на рынке - тоже хватает. Некоторые не очень добросовестные (или просто малограмотные) продаваны - пытаются рекомендовать как "очень низковязкую смолу". Что может быть причиной неприятных нежданчиков. Особенно если попытаетесь снижать вязкость дополнительно, добавляя разбавитель или используя сильнопластифицирующий отвердитель (вроде T403). В таких случаях желательно поискать даташит именно на эту марку и убедится что смола не модифицированная. (с дифункциональным DE200 - обычно можно добится гораздо лучшего результата, но вот готовых смол с добавлением оного - я както ни разу не встречал). Потому если нет задачи получить некую "поластилиновость" конечного полимера - с ним лучше не связываться.
Также есть ароматические моноэпоксиды. Самый удачный из них - крезилглицидиловый эфир УП-616 (и его импортные аналоги).
Во многом - прямая противоположность SM-90. До 5% в смоле - практически не снижает термостойкость и микротвердость (но прочность на сжатие - уже падает). Увеличение его доли - ведет не к пластичности а наоборот к хрупкости и ломкости (ибо углеводородный "скелет" молекуля совершенно не пластичен, как и у смолы, но при этом моноэпоксид, который является "обрывателем цепи"). Вязкость чрезвычано низкая, потому разжижает - прекрасно.
Массовая доля эпоксогрупп - обычно весьма близка к стандартным жидким диановым смолам. Это дает возможность разбавлять не меняя массовую долю эпоксогрупп (т.е. сохраняя пропорцию с отвердителем).
Заметно летуч (а эпоксиды вообщето тоже здоровье не прибавляют, просто смола обычно практически не испаряется в отличии от аминного отвердителя).
Очень похожими свойствами обладет фенилглицидиловый эфир.
Основная задача, подобрать пропорцию таким образом, чтобы на одну эпоксидную группу смолы, пришелся бы один аминный водород отвердителя. В импортных TDS, на смолы и отвердиетли указывается т.н. "эквивалентный вес" - количестово смолы или отвердиетеля (в граммах) которое содержит некое константное количество (на самом деле 1Моль т.е. 6*10^23шт) эпоксидных групп, или аминных атомов водорода (которые могут с этими эпоксогруппами совокупится). Называется соотв. EEW(для смол) и AHEW(для отвердиетелей). Смешивать надо 1 EEW + 1 AHEW. Т.е. для каждого продукта дано количество, кторое содержит “условный триллион триллионов…” реагирующих друг с другом функциональных групп.
Потому как идеально смешать невозможно, а избыток амина - всегда хуже чем избыток эпоксида, наиболее общепринятым является рассчет по максимальному EEW, смолы. (Для смол всегда EEW имеет некий разброс, т.к. техпроцесс эпоксидирования - не идеален.)
Например для упоминавшейся ST3000, в TDS, приводится EEW 220-240г, AHEW, для изофорондиамина - 42.6г Следовательно оптимальная пропорция будет 240г смолы на 42.6г отвердителя, или (упростив дробь) 42.6/240*100=17.75г отвердителя на 100г смолы .
При всей кажущейся простоте, у такой системы – 2 недостатка:
1) неудобно считать EEW, для смеси нескольких смол, т.к. там суммируются обратные величины (1/EEW)
2) получается пропорция с 2 “некрасивыми” числами, которую требуется дополнительно упростить.
Для отечественных смол, принято приводить "массовую долю эпоксогрупп" в процентах с EEW -связано элементарной формулой 43/EEW*100% (для тойже ST3000 получаем 17.9-18.5% эпоксогрупп), и "стехиометрический к-т", для отвердителей - это такой к-т, который будучи умноженным на массовую долю эпоксогрупп в смоле, даст количество отвердиетеля на 100г такой смолы. "стехиометрический к-т"= AHEW/43.
(т.е. AHEW можно рассматривать как количество отвердителя, для 100г некоей гипотетической смолы с 43% эпоксогрупп, для смолы с иным содержанием – делим на 43 и умножаем на долю эпоксогрупп в данной смоле).
Для тойже пары ST3000+изофорондиамин, количество отвердиетеля, на 100г смолы можно посчитать как 42.6/43*17.9=17.73г (берем минимальную массовую долю эпоксогрупп) Небольшое отличие в результате - за счет округления отбросом. Вообще такая точность конечно не нужна и можно смело округлить до 17.8г отвердиетля.
Если речь идет о смесях нескольких смол или нескольких соотвердителей, то следует помнить, что массовая доля эпоксогрупп - суммируется пропорционально массовым долям смол в смеси
Wсумм=(W1*M1+W2*M2+...)/(M1+M2+...)
Где W1,W2 - массовые доли эпоксогрупп для смол-компонентов.
M1,M2... - масовые доли смол-компонентов в смеси.
Стехиометрический к-т отвердителя, при смешени нескольких
соотвердителей - суммируются обратно пропорциональные величины(1/x):
Kсумм.=(M1+M2+...)/(M1/K1+M2/K2...)
Где K1, K2... -стехиометрический к-т отвердителя,
M1,M2... - масовые доли соотвердителей в смеси.
EEW и AHEW, - суммируются также как обратные величины (как и стехиометрический к- т).
Например, если мы к IPDA, захотим добавить 10% АГМ9
(что крайне полезно для улучшения текучести, смачивания поверхностей сложной формы, адгезии, предупреждения пожелтения, и т.д. причем для любой смолы)
То мы получим отвердиетель с AHEW=(9+1) /(9/42.6+ 1/110.7)=45.4г и стехиометрическим к-том = 1.0556
на 100г PE300(30% Э.Г.), такого понадобится 31.7г , на 100г смолы ST3000 - 19г , а на 100г диановой смолы ЭД22 (22% Э.Г.) -23.2г
Как нетрудно догадаться, ннертные наполнители, нереакционноспособные растворители и катализаторы - в данном рассчете не участвуют, и на него не влияют. Они добавляются "сверх этого количества".
Для некоторых распространенных отвердиетелей:
Стехиометрический к-т (AHEW г)
ТЭТА - 0.5658 (24.33г)
ПЭПА - 0.6-0.67 (26-29)
АГМ9 - 2.574 (110.7г)
T403 - 1.883 (81г)
RFD270 - 1.558 (67г)
XTA-801 - 0.919 (39.5г)
IPDA (изофорондиамин) - 0.99 (42.6г)
XT586 - 2.38 (102.4г)
XT412 - 2.38 (102.4г)
MDA-60 - 1.163 (50г)
DETDA-80 -2.07 (44.5г)
АФ2 - (55.55г)
D230 - (60г)



