
0 просмотренных постов скрыто



Амулет Соласа
"Ir abelas, vhenan. Ma emma lath."

Больше фото в конце поста :)
Одна из моих последних работ. Стыдно признаться, но вся серия DA как-то прошла мимо меня в период моего активного геймерства, и впервые я прошла её только в этом году. Всю трилогию, залпом. Жалею только о том, что не познакомилась с ней раньше...
Творческая натура требовала сублимации эмоций во что-то физическое, так и появился этот амулет :) (на самом деле в процессе родился не только он, но речь пока пойдет о нем)
Сама модель - полностью ручной скульпт. Фоток процесса, к сожалению, мало, т.к. лепилось так же залпом и на одном дыхании. Покажу что есть :)
Вообще изначально я думала взять готовую челюсть псового и работать уже на базе неё, но покрутив в руках кусок лисы я поняла, что дизайнеры биоваров рисовали модель с запчасти какой-то чупакабры xD
"Ну ладно, возьму хоть зубы, чтоб с ними не возиться", но лиса была несогласная и зубов не отдала, птому пришлсь лепить даже их. Слепила из запекайки, чтоб в процессе работы над самой челюстью их не повредить и чтоб сразу сделать глянцевую текстуру. Вышло более чем убедительно.
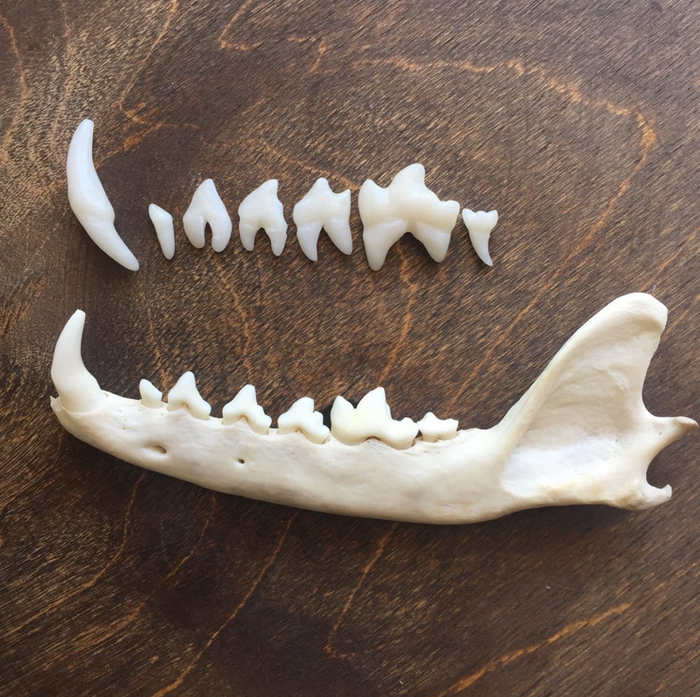
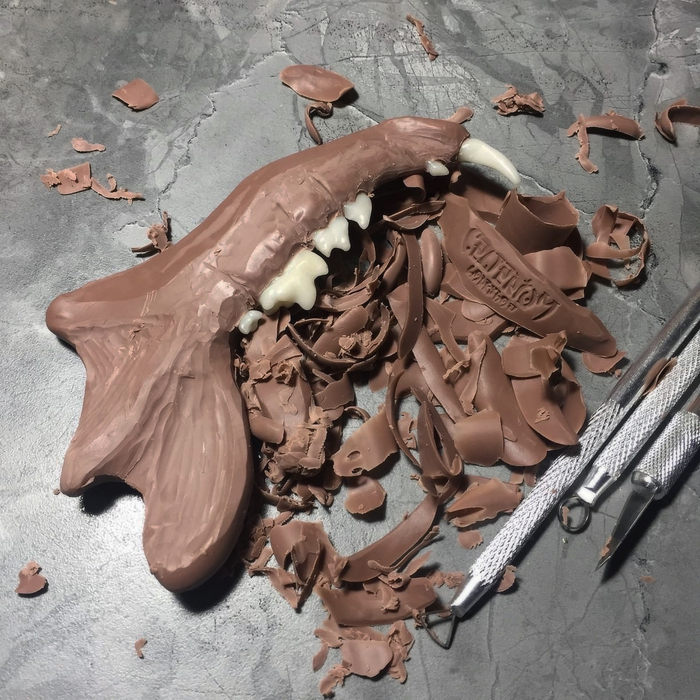
Вырезка первичной формы с уже воткнутыми зубами)
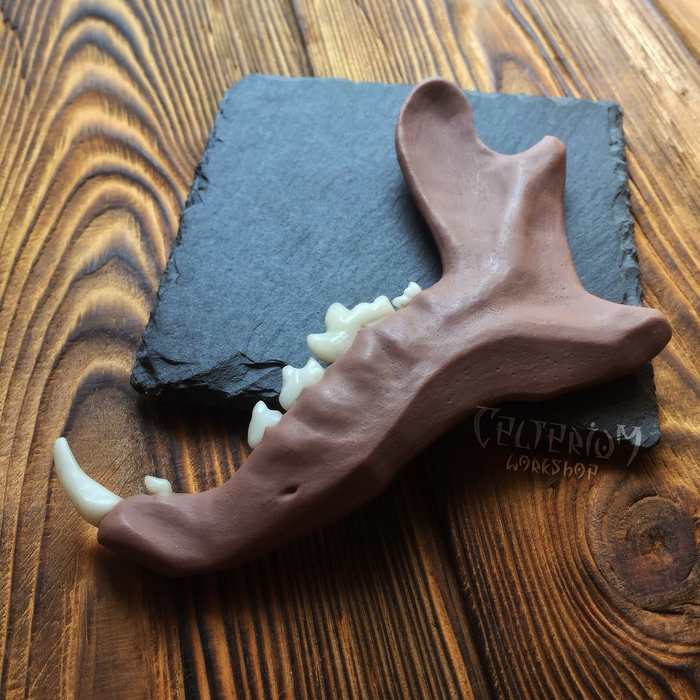
Финальный вид модели
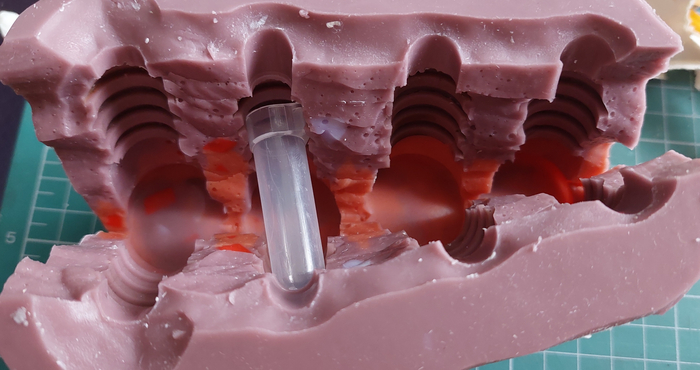
Но полученная модель весьма нежная, поэтому надо преобразить её в другой материал - отолью её в полиуретане. Не буду вдаваться в подробности технологии, а то длиннопост растянется до неприличных размеров.
Обработанная от следов литья и затонированная фигурка приобретает вид окаменелости. Идеально! Осталось лишь завязать кожаный шнурок по заветам Соласа и можно носить :3



Жду Лавелланок у себя в мастерской :D
Показать полностью
7
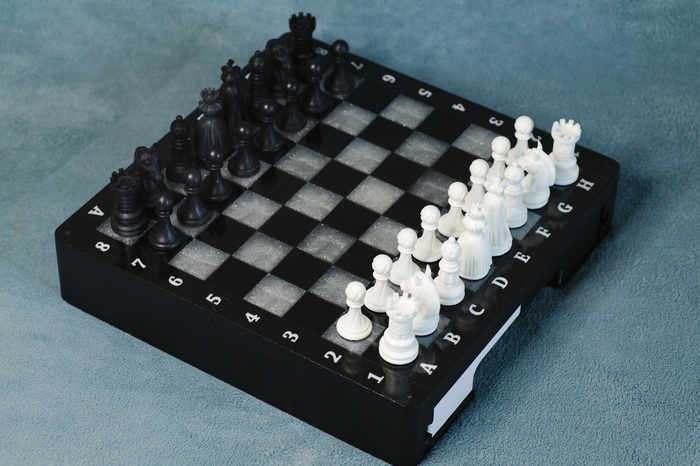
Как я решил сделать доску для шахмат...
В прошлом посте я описывал как сделал шахматные фигуры.
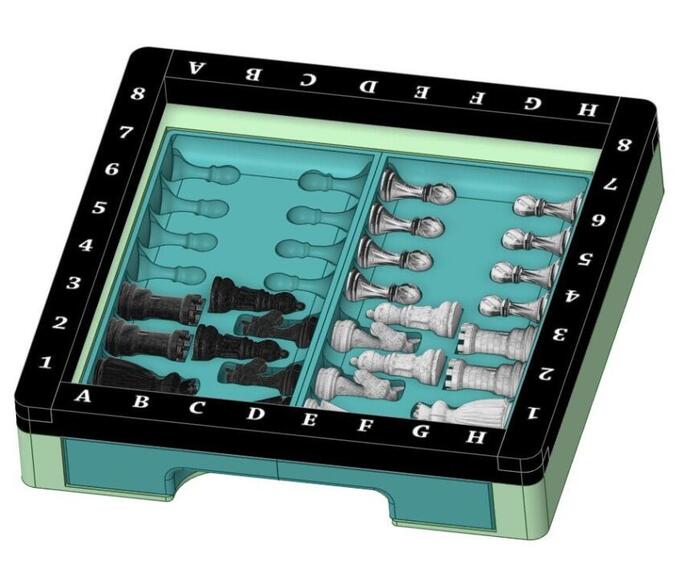
Для полноты картины хотелось сделать и доску, чтоб была цельная, а не складная, как привычные доски. А фигуры аккуратно хранились в ящиках. Подобное печатное уже находил на разных ресурсах.

Для этого нарисовал модель доски, придумал, что буду заливать ее эпоксидкой.
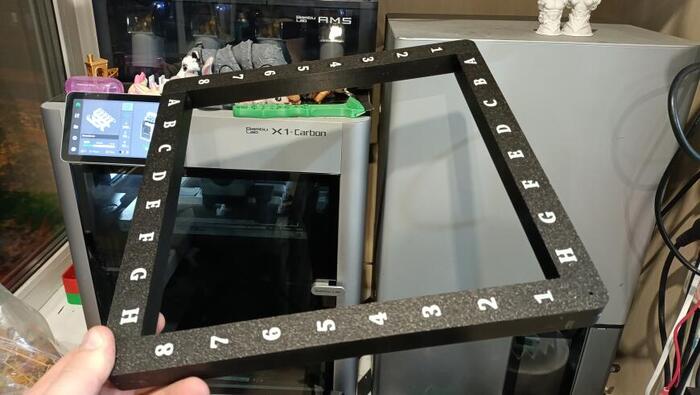
Рамку, внутри которой планировалось лить эпоксидную смолу хотел сделать из дерева, но что-то желающих связываться с фрезеровкой деревянной рамки размером 305*305 мм не нашлось. Поэтому решил печатать, заодно можно и буквы/цифры напечатать. Чтобы эти части влезли на стол Bambu Lab X1 пришлось порезать на 4 планки.
Дальше были попытки склеить, соблюдая перпендикулярность при помощи уголков, струбцин и прочего инвентаря. В итоге, заострив внимание на соблюдении прямых углов я совсем не обратил внимание на то, что склеил неправильно.


Пришлось перемоделить, заодно добавив ласточкин хвост для соблюдения перпендикулярности.
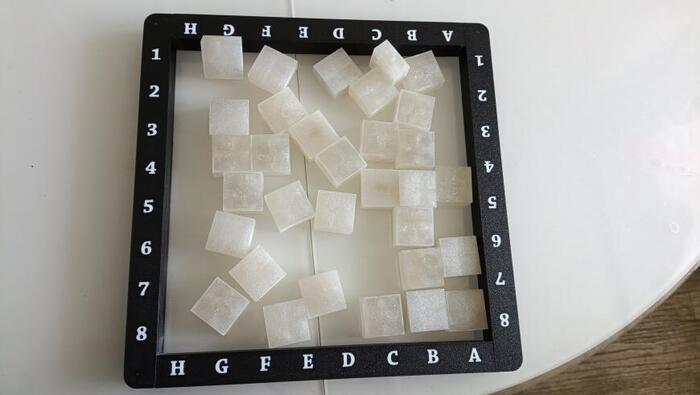
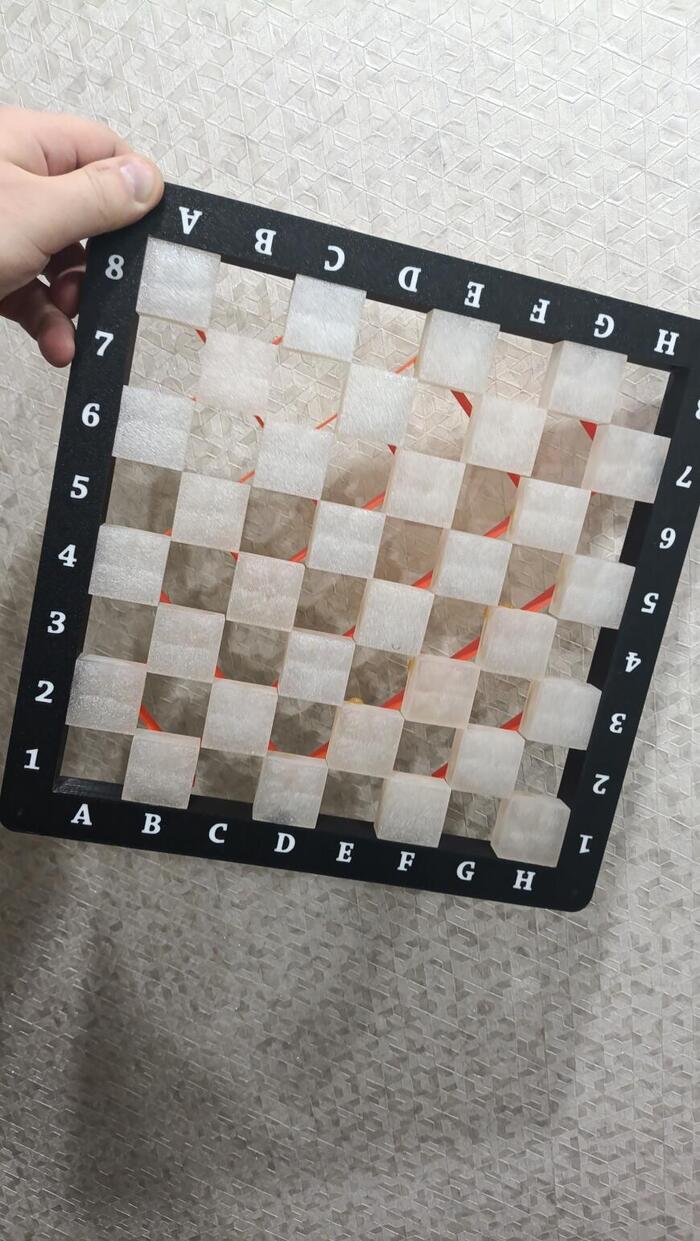
Дальше - склейка, заливка 32 белых кубиков из смолы и попытка придумать как их закрепить друг относительно друга, чтоб потом это все залить черной смолой.
Причем, учитывая, что плоские грани кубиков совсем не идеально плоские и чтоб под них не затекло черной смолы, которая бы точно испортила четкость границ полей пришлось продумать приклейку кубиков на высоте 0,7 мм от плоскости доски, и этот зазор залить прозрачной смолой. Таким образом и белые кубики будут зафиксированы и можно будет залить потом черной смолой, не боясь что границы где-то смажутся.
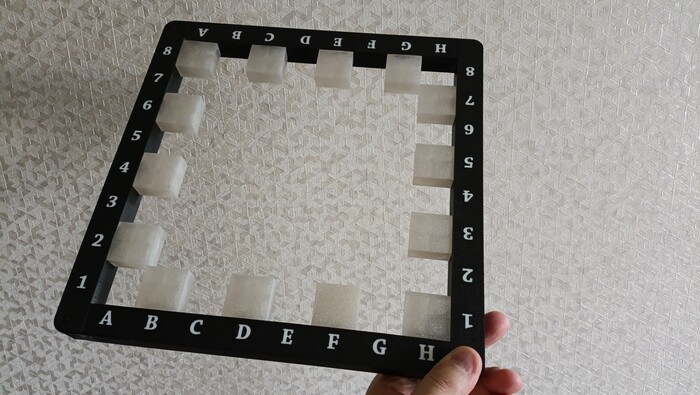
Для начала приклеил по периметру кубики, а остальные "подвесил" при помощи распечатанных ребер и термоклея.
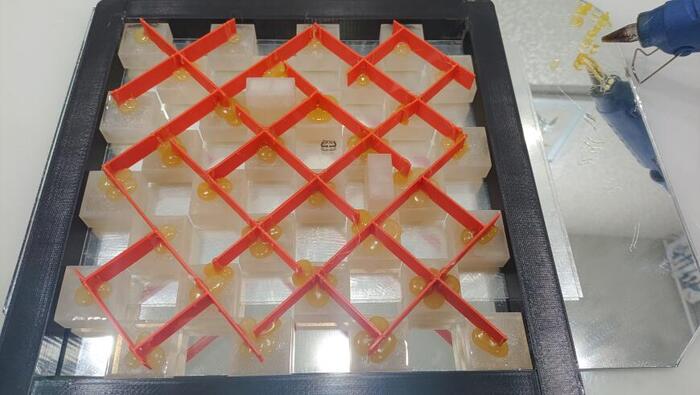
После этого заливка прозрачной эпоксидкой, высыхание и заливка черной.
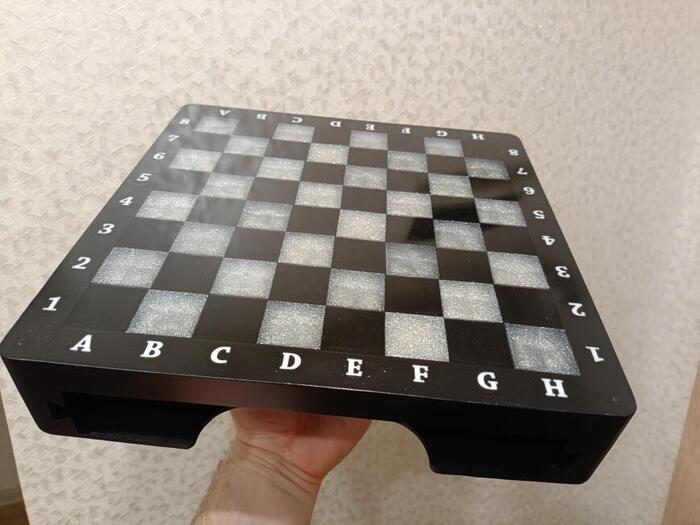
Для получения идеально ровной и гладкой поверхности использовал кусок зеркала и разделительную смазку ВсМ, для того, чтоб эпоксидка не залипла на зеркале. Рамку с кубиками по углам и серединам сторон прижимаем струбцинами.
По итогу получилась ровная матовая доска. Матовая потому, что разделительная смазка дает матовую поверхность на зеркале.


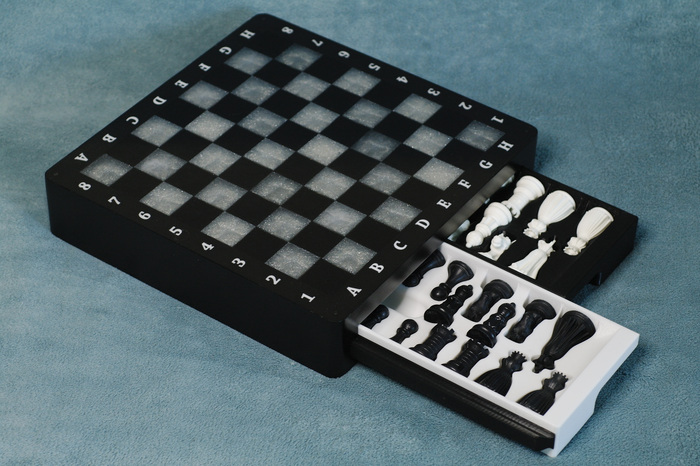
Дальше, мне нужно было распечатать нижнюю часть, с ящиками. Ящики отлично влезли в мою ворону с областью печати 300*300.

Фигуры в своих ложементах, что исключает их удары друг об друга и порчу мелких элементов.
А вот нижняя часть никак не влезала. Если резать, это 4 куска, которые потом надо склеить. Пришлось напрягать товарища, у него ворона чуть побольше, 350 мм и моя деталь отлично вписалась.

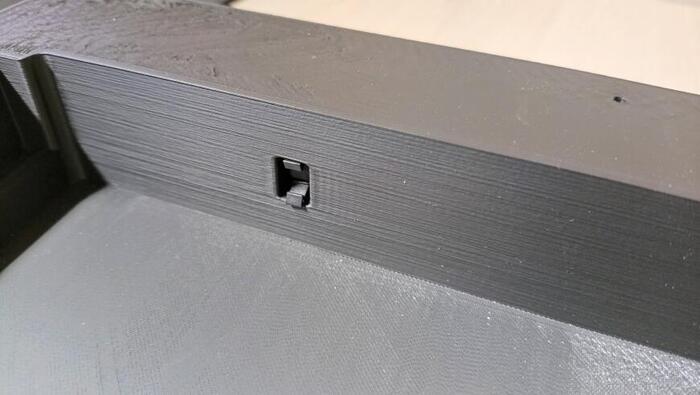
Для фиксации ящиков в закрытом положении пришлось долго копаться в мебельной фурнитуре. Ничего толкового там не нашел, за то нашлось на всеми любимом детище Джека Ма. Специальные замочки с захватом, их часто применяют в бардачках.

Дальше приклейка доски к нижней части, тюбик шпатлевки, наждачинг с водичкой в ванной. В процессе, инициатору этой шахматной эпопеи захотелось опробовать доску с новыми фигурами.

Потом немного малярного скотча, балончик черной краски и лак для финиша.

Снизу приклеил печатные ножки из TPU. И на этом можно считать гештальт закрытым, спустя почти год с начала работ над этим проектом.






Показать полностью
26

Только каждый третий пикабушник доходит до конца
А сможете ли вы уложить теплый пол, как супермонтажник?


Эпоксидка. Часть 2
Окончание. То, что не влезло в первый пост.
Про активные разбавители:
Их назначение - снижать вязкость неполимеризованной композиции, пластифицировать конечный полимер (увеличивать ударную вязкость и прочность на разрыв, ценой снижения прочности на сжатие), улучшать смачивание поверхностей при склеивании. Также они снижают термостойкость и как правило снижают скорость полимеризации (увеличивают время жизни композиции).
Собственно четкой грани со смолами - нет. Изначально идея состояла в том, чтобы "приделать" к молекуле растворителя эпоксидную группу, чтобы она потом встраивалась в сетку полимера, ибо "свободный" растворитель в застывшей смоле - это плохо, он постепенно будет оттуда выпотевать стираться испаряться (что приведет к охрупчиванию, механическим напряжениям).
Первым продуктом такого рода были глицидиловые эфиры жирных спиртов C12-C14. Тут еще можно было провести грань со смолой, ибо в молекуле только одна эпоксогруппа, и такой эпоксид будучи смешаным с амином в чистом виде полимер образовать не может. Получится продукт присоединения нескольких молекул такого моноэпоксида, к молекуле отвердителя, который однако будет иметь весьма незначительную молекулярную массу, а никак не полимер. Смола имеет 2 эпоксогруппы (в первом приближении) и даже с дифункциональным амином - образует непрерывную цепь (а с полиамином - сетку). Т.е. это был не самостоятельный продукт а исключительно добавка. Откуда и возникло это деление "смола/разбавитель".
Но потом придумали массу полифункциональных разбавителей, которые собственно уже называют "алифатическими смолами". Причем есть уже и не особо низковязкие. Ранее упоминавшаяяся ST-3000, в документации производителя именуется смолой (resin) тогда как ее полный аналог (на базе тогоже гидрированного бисфенола А, с точно такойже массовой долей эпоксогрупп, ровно тоже самое, с точностью "до погрешности ТУ") XY518 - у производителя в документации называется разбавителем (diluent) .
Причем со смолой - особого разнообразия нет. Почти все сварено из "бисфенола А", иногда (редко) из очень похожего "бисфенола F", различие только в массовой доле эпоксогрупп и вязкости (в процессе синтеза смола немножко полимеризуется "сама с собой", хотя и не совсем так как с амином, потому содержание эпоксогрупп - величина немного "плавающая", обычно оратно связана с вязкостью), и если не брать в рассмотрение полутвердые и твердые смолы то и там разброс не велик примерно от 19% до 24% эпоксогрупп. Cобственно отечественные смолы так и маркировались: ЭД20 - эпоксидиановая смола с 20% эпоксогрупп (вернее от 20 до 22, дальше уже будет ЭД22). Импортные "128-китайцы" - занимают промежуточное положение (по советской номенклатуре следовало бы называть ЭД21) . Есть "спецмарки" на базе других полифенолов, но в широком применени - они практически не встречаются (хотя купить при желании можно).
А вот с разбавителмия - разнообразие довольно значительное.
Даже если не брать моноэпоксиды (коих вообще дофига) то можно написать следующую таблицу:
Названия продуктов с одним и темже базовым веществом, массовая доля эпоксогрупп, и динамическая вязкость при +25С
Потом краткие характеристики свойств.
1,4-бутандиола диглицидиловый эфир CAS 2425-79-8
EPIOL DE200 30.7-35.8% Э.Г. 10 -18 мПа*с
SM-622 31.9-34.4% Э.Г. 10 -20 мПа*с
XY622 27.9-29.7% Э.Г. 10 -20 мПа*с
ipox RD3 29.7-33.1% Э.Г. 12 -22 мПа*с
лапроксид БД 28.0-33.3% Э.Г. 10 -30 мПа*с
Один из наиболее жидких из дифункциональных. Прекрасно разбавляет не сильно снижая свойства конечного полимера. Широкодоступен.
1,6-гександиола диглицидиловый эфир CAS 16096-31-4
EPIOL DE202 27.7-30.7% Э.Г. 10 -30 мПа*с
XY632 27.9-30.0% Э.Г. 15 -25 мПа*с
SM-80 26.9-30.7% Э.Г. 15 -25 мПа*с
ipox RD18 26.7-29.3% Э.Г. 15 -25 мПа*с
Похож на DE200 , чуть гуще, чуть пластичнее, заметно гидрофобнее. Широкодоступен.
Неопентилгликоля диглицидиловый эфир CAS 17557-23-2
EPIOL DE203 29.7-33.1% Э.Г. 10 -18 мПа*с
XY678 29.3-30.9% Э.Г. 10 -20 мПа*с
SM-678 27.7-31.9% Э.Г. 16 -21 мПа*с
ipox RD14 26.9-28.6% Э.Г. 15 -25 мПа*с
лапроксид НЕО 26.0-30.0% Э.Г. 20 -40 мПа*с
Высокая адгезия, прекрасная смачиваемость. При этом тоже очень хорошо разбавляет.
1,4-диметилолциклогексана диглицидиловый эфир CAS 14228-73-0
EPIOL DE204 26.0-28.6% Э.Г. 60 -75 мПа*с
XY630 25.4-27.6% Э.Г. 40 -80 мПа*с
ipox RD11 23.2-26.0% Э.Г. 60 -90 мПа*с
Циклоалифатический. Изумительная адгезия к гидрофобным материалам. Может быть использован как самостоятельная смола с "жесткими" циклоалифатическими отвердителями. Дефицитная экзотика.
Триметилолпропана триглицидиловый эфир CAS 30499-70-8
EPIOL PE300 29.7-31.9% Э.Г. 100-145 мПа*с
XY636 29.8-31.9% Э.Г. 90-180 мПа*с
SM-60 26.9-31.9% Э.Г. 100-200 мПа*с
ipox RD 20 28.6-30.7% Э.Г. 120-180 мПа*с
Kukdo YH-300 28.6-31.9% Э.Г. 100-300 мПа*с
лапроксид ТМП 27.0-31.0% Э.Г. 150-250 мПа*с
Трифункциоанльный . Не так хорошо разбавляет, зато почти не портит свойства конечного полимера (следовательно можно налить много, вплоть до 100%). Прекрасная смачиваемость.
Может быть использован как самостоятельная смола с "жесткими" циклоалифатическими отвердителями. Для алифатической смолы - анамально высокая активность (вплотную приближается к стандартным диановым смолам), потому время жизни заметно не увеличивает. Порядочный дефицит. Отечественный вариант - желтый.
Полиоксипропиленгликолей полиглицидиловые эфиры
лапроксид 603 16.5-19.5% 80-150 мПа*с
Трифункциональный. По формуле "джеффамин T403, только с эпоксогруппами вместо аминных". Не так сильно разбавляет, но мощно пластифицирует. Хорошо снижает скорость полимеризации.
Вообще лапроксидов делается довольно много (НПП "Макромер" в г.Владимире) с различной молекулярной массой, и функциональностью.
Пентаэритрита тетраглицидиловый эфир CAS 3126-63-4
XY634 25.0-34.4% Э.Г. 100-800 мПа*с
ipox CL16 25.3-27.6% Э.Г. 900-1200мПа*с
EPIOL-PE411
Четырехфункциональный. Живьем достать не смог, хотя должно быть прикольная штука.
Как разбавитель расматривать странно (при такой вязкости).
резорцина диглицидиловый эфир CAS 101-90-6
SM-687 31.9-36.7% Э.Г. 200-300 мПа*с
EPIOL DE703 31.9-36.8% Э.Г. 300-450 мПа*с
XY694 32.3-36.4% Э.Г.
УП637 (ХТ-712) 33-37% Э.Г.
Резорциновая смола. Крайне высокая активность (с ТЭТА, 15г проба разлитая слоем около 5мм, через 20мин плавит полипропиленовую форму). Исключительная механическая прочность конечного полимера (значительно прочнее диановых смол). Желто-оранжевый. Светостойкость хуже чем у диановых смол. Склоненн к криталлизации (фактически перед использованием, если стоял более трех дней приходится прогревать до 45-50С чтобы расплавилось закристаллизованное). Гораздо более жидкий чем диановая смола, но при этом дает совершенно твердые отливки. Не пластифицирует вообще, и не снижает термостойкости хотя неплохо разбавляет. Прочность и термостойкость - наоборот повышает. Изумительная штука в композициях с полутвердыми полифункциональными смолами (Новолаки, УП-643, ЭН-6, ЭТФ, ЭХД, ЭЦ-Н ...). Либо с ароматическими отведителями - прочность просто запредельная. Хотя в чистом виде в работе неудобен, из-за постоянной кристаллизации (в смесях исчезает) и бешенной реакционной способности (в смесях несколько снижается). Т.е. можно рассматривать как специализированный разбавитель для "спецмарок" полутвердых конструкционных смол (для перевода оных, в жидкое состояние при нормальных условиях), у которых в случае добавления стандартных алифатических разбавителей - моментально "испортятся" их замечательные свойства.
Токсичен более диановых смол и аллергенен. Использовать СИЗ !!!
1,2-Циклогександиола диглицидиловый эфир CAS 37763-26-1
XY631 25.7-27.6% Э.Г. 35-65 мПа*с
Должен быть похож на DE204. Экзотика. Живьем достать не смог.
Из моноэпоксидов можно упомянуть SM-90 (и его многочисленные аналоги с похожими свойствами)
тот самый моноглицидиловый эфир жирных спиртов С12-С14.
Весьма низковязок, потому при небольшом содержании - очень эффективно разбавляет не сильно портя свойства конечного полимера. Но с ростом его содержания - термостойкость падает просто катастрофически, и смола становится мягкой, причем склоной к пластической деформации (удар молотком - оставит вмятину, которая сама не закроется, тогда как смола сильно разбавленная диэпоксидом вроде DE200 - скорее спружинит, и вернется к исходной форме). Т.е. максимально увеличивает такой параметр как "удлиннение при разрыве". В какихто случаях это может быть даже желаемым результатом (как известно: нет плохих и хороших свойств).
Впрочем, по вязкости (обычно около 15 мПа*с) - к нему вплотную приближается дифункциональный DE200.
Он очень дешевый, потому обычно используется для производства "фабрично разбавленных смол". Таких на рынке - тоже хватает. Некоторые не очень добросовестные (или просто малограмотные) продаваны - пытаются рекомендовать как "очень низковязкую смолу". Что может быть причиной неприятных нежданчиков. Особенно если попытаетесь снижать вязкость дополнительно, добавляя разбавитель или используя сильнопластифицирующий отвердитель (вроде T403). В таких случаях желательно поискать даташит именно на эту марку и убедится что смола не модифицированная. (с дифункциональным DE200 - обычно можно добится гораздо лучшего результата, но вот готовых смол с добавлением оного - я както ни разу не встречал). Потому если нет задачи получить некую "поластилиновость" конечного полимера - с ним лучше не связываться.
Также есть ароматические моноэпоксиды. Самый удачный из них - крезилглицидиловый эфир УП-616 (и его импортные аналоги).
Во многом - прямая противоположность SM-90. До 5% в смоле - практически не снижает термостойкость и микротвердость (но прочность на сжатие - уже падает). Увеличение его доли - ведет не к пластичности а наоборот к хрупкости и ломкости (ибо углеводородный "скелет" молекуля совершенно не пластичен, как и у смолы, но при этом моноэпоксид, который является "обрывателем цепи"). Вязкость чрезвычано низкая, потому разжижает - прекрасно.
Массовая доля эпоксогрупп - обычно весьма близка к стандартным жидким диановым смолам. Это дает возможность разбавлять не меняя массовую долю эпоксогрупп (т.е. сохраняя пропорцию с отвердителем).
Заметно летуч (а эпоксиды вообщето тоже здоровье не прибавляют, просто смола обычно практически не испаряется в отличии от аминного отвердителя).
Очень похожими свойствами обладет фенилглицидиловый эфир.
Как посчитать пропорцию смола/отвердитель, для произвольной смеси эпоксидов отверждаемой произвольной смесью аминов:
Основная задача, подобрать пропорцию таким образом, чтобы на одну эпоксидную группу смолы, пришелся бы один аминный водород отвердителя. В импортных TDS, на смолы и отвердиетли указывается т.н. "эквивалентный вес" - количестово смолы или отвердиетеля (в граммах) которое содержит некое константное количество (на самом деле 1Моль т.е. 6*10^23шт) эпоксидных групп, или аминных атомов водорода (которые могут с этими эпоксогруппами совокупится). Называется соотв. EEW(для смол) и AHEW(для отвердиетелей). Смешивать надо 1 EEW + 1 AHEW. Т.е. для каждого продукта дано количество, кторое содержит “условный триллион триллионов…” реагирующих друг с другом функциональных групп.
Потому как идеально смешать невозможно, а избыток амина - всегда хуже чем избыток эпоксида, наиболее общепринятым является рассчет по максимальному EEW, смолы. (Для смол всегда EEW имеет некий разброс, т.к. техпроцесс эпоксидирования - не идеален.)
Например для упоминавшейся ST3000, в TDS, приводится EEW 220-240г, AHEW, для изофорондиамина - 42.6г Следовательно оптимальная пропорция будет 240г смолы на 42.6г отвердителя, или (упростив дробь) 42.6/240*100=17.75г отвердителя на 100г смолы .
При всей кажущейся простоте, у такой системы – 2 недостатка:
1) неудобно считать EEW, для смеси нескольких смол, т.к. там суммируются обратные величины (1/EEW)
2) получается пропорция с 2 “некрасивыми” числами, которую требуется дополнительно упростить.
Для отечественных смол, принято приводить "массовую долю эпоксогрупп" в процентах с EEW -связано элементарной формулой 43/EEW*100% (для тойже ST3000 получаем 17.9-18.5% эпоксогрупп), и "стехиометрический к-т", для отвердителей - это такой к-т, который будучи умноженным на массовую долю эпоксогрупп в смоле, даст количество отвердиетеля на 100г такой смолы. "стехиометрический к-т"= AHEW/43.
(т.е. AHEW можно рассматривать как количество отвердителя, для 100г некоей гипотетической смолы с 43% эпоксогрупп, для смолы с иным содержанием – делим на 43 и умножаем на долю эпоксогрупп в данной смоле).
Для тойже пары ST3000+изофорондиамин, количество отвердиетеля, на 100г смолы можно посчитать как 42.6/43*17.9=17.73г (берем минимальную массовую долю эпоксогрупп) Небольшое отличие в результате - за счет округления отбросом. Вообще такая точность конечно не нужна и можно смело округлить до 17.8г отвердиетля.
Если речь идет о смесях нескольких смол или нескольких соотвердителей, то следует помнить, что массовая доля эпоксогрупп - суммируется пропорционально массовым долям смол в смеси
Wсумм=(W1*M1+W2*M2+...)/(M1+M2+...)
Где W1,W2 - массовые доли эпоксогрупп для смол-компонентов.
M1,M2... - масовые доли смол-компонентов в смеси.
Стехиометрический к-т отвердителя, при смешени нескольких
соотвердителей - суммируются обратно пропорциональные величины(1/x):
Kсумм.=(M1+M2+...)/(M1/K1+M2/K2...)
Где K1, K2... -стехиометрический к-т отвердителя,
M1,M2... - масовые доли соотвердителей в смеси.
EEW и AHEW, - суммируются также как обратные величины (как и стехиометрический к- т).
Например, если мы к IPDA, захотим добавить 10% АГМ9
(что крайне полезно для улучшения текучести, смачивания поверхностей сложной формы, адгезии, предупреждения пожелтения, и т.д. причем для любой смолы)
То мы получим отвердиетель с AHEW=(9+1) /(9/42.6+ 1/110.7)=45.4г и стехиометрическим к-том = 1.0556
на 100г PE300(30% Э.Г.), такого понадобится 31.7г , на 100г смолы ST3000 - 19г , а на 100г диановой смолы ЭД22 (22% Э.Г.) -23.2г
Как нетрудно догадаться, ннертные наполнители, нереакционноспособные растворители и катализаторы - в данном рассчете не участвуют, и на него не влияют. Они добавляются "сверх этого количества".
Для некоторых распространенных отвердиетелей:
Стехиометрический к-т (AHEW г)
ТЭТА - 0.5658 (24.33г)
ПЭПА - 0.6-0.67 (26-29)
АГМ9 - 2.574 (110.7г)
T403 - 1.883 (81г)
RFD270 - 1.558 (67г)
XTA-801 - 0.919 (39.5г)
IPDA (изофорондиамин) - 0.99 (42.6г)
XT586 - 2.38 (102.4г)
XT412 - 2.38 (102.4г)
MDA-60 - 1.163 (50г)
DETDA-80 -2.07 (44.5г)
АФ2 - (55.55г)
D230 - (60г)
Показать полностью
Эпоксидка. Часть 1
Идея написать "ликбез по эпоксидке", чтобы хотябы было куда давать ссылку а не строчить "простыни" в комментах - зрела уже давно, НО:
A) было трудно перебороть свою лень.
(спасибо @J0hurN @alexalexk @kodama.epoxy @Ellery @AnneliHunsson, и всем всем всем, включая несколько уже удаленных аккаутнов, кто старательно пинал меня ногами по ленивой заднице, на предмет "ПИЛИ ПОСТ" :D )
Б) я не знал как толком подступится к структурированию материала, ибо его много, а еще один вольный пересказ учебников по химии эпоксидных смол Ли Невила или Мошинского - никому читать будет не интересно. Хочется всеже написать справочник для пользования, при этом охватить не только "ювелирно-поделочные" смолы, но и литьевые, конструкционные, клеевые, защитные покрытия, заливочные компаунды... Короче: что получится , то и получится )) Ежели хорошо "зайдет" - можно будет и продолжить.
Сперва думал начать с описания типов смол и отвердителей, но по опыту комментов прихожу к выводу что лучше будет начать с готовых рецептур, которыми можно сразу пользоваться. От простого к сложному.
Небольшая оговорка: эпоксидня композиция обычно состоит из одного или нескольких эпоксидов (как правило уже смешанных заранее, в виде "компонента А") а также одного или нескольких аминов (обычно тоже смешанных заранее в виде "компонента В"). Также есть присадки-модификаторы (ускорители отверждения, усилители адгезии, разбавители-пластификаторы, порошки-наполнители, красители, летучие растворители), которые могут добавляться заранее в один из компоентов или водится по желанию при смешивании двух компонентов.
Можно все купить и по отдельности. Причем во многих случаях - компонентов точно также 2шт, просто они продаются как самостоятельные продукты, под своими названиями и пропорцию смола/отвердитель - надо уметь посчитать самому (что совершенно нетрудно).
Зачем это надо, и почему не купить готовое ? :
А) можно получить именно желаемые свойства, под свою задачу, причем часто лучше, чем можно купить готовое, потому как некоторые компонеты в "ширпотреб" не льют, и знание что именно вы применяете - есть некая страховка от выходок "эффективных сов". Крупные химконцерны которые собственно все это "варят" (а не разливают из бочек в банки) - всетаки имеют ТУ. И если вы покупаете "вещество Х", то можно быть уверенным что там именно это вещество, а не чтото похожее на него.
Б) в объемах "от нескольких килограмм" - заметно дешевле, хотя и придется приложить некие усилия в плане поиска, (при покупке "от килограмма" конечно тоже никто "по цене из бочки" не продаст, но накрутка за "разлив в мелкие баночки с брендом" - какаято нездоровая).
В) нет тут никакой магии ;) В готовых наборах - продается все тоже самое.
Пока рассматриваем только аминное отверждение, и в спецмарки смол - тоже постараюсь особо не лезть. (а то совсем "неподъемно" получится) .
1) Собственно классическая "ювелирная смола".
Немодифицированная диановая смола, (ЭД22, YD128, NPEL128, DER331, это разные названия по сути одного и тогоже у разных производителей) Есть чуть более густые вроде ЭД20, Отвержденная "джеффамином" T403, или его китайским аналогом ZT143 (тоже самое вещество, под другим названием).
Т.с. классический вариант. Не склонный желтеть сам по себе (светостойкость ограничивается самой диановой смолой). Можно дополнительно немного разбавить одним из "активных разбавителей" ( ipox RD-3, RD-18, RD-14, EPIOL DE200, DE202, DE203, SM-622, SM-80, SM-678, XY622, XY632, XY678). Что это такое - чуть далее.
Получите модифицированную смолу, желаемой вязкости. Конечный полимер чуть более пластичен именее хрупок, но запас по твердости там еще вполне приличный, хотя отвердитель T403 - сам по себе неплохой разбавитель, но процентов 10-20 тогоже DE200 там спокойно можно налить, особенно если вы льете чегото достаточно "объемное".
Температура стеклования при хорошем соблюдении пропорций и полной полимеризации (с доотверждением) - около +96С
Плюсы: достаточно легко покупаемо. Отвердитель - весьма малолетучий и малотоксичный. Довольно удобна в работе. Весьма низкая склонность к пожелтению. Очень неплохая поверхность контактирующая с воздухом (отвердитель не склонен образовывать карбоматную корку, от контакта с влагой и углекислым газом). Довольно медленно полимеризуется и не склонно к саморазогреву.
Можно наполнять пигментами и порошками, загущать аэросилом, добавлять АГМ-9 для адгезии, добавлять каталитические ускорители отверждения (УП-606/2, N,N-диметилбензиламин (ДМБА) ).
Как клей - можно, но не самый лучший вариант. Если нужно оптически прозрачный и бесцветный (или нет других компонентов), в противном случае - лучше см п 6.
Если не нужна бесцветность и хорошая поверхность, но нужна прочность - лучше смотреть в сторону ТЭТА и ароматических аминов.(п 2, 4 и 7).
Пропорция с немодифицированной смолой ЭД22 - 41.5г на 100г смолы (12:5 масс) , со смолой ЭД20 - 37.7г на 100г смолы (8:3 масс). С другими смолами - уточнять по марке смолы, пропорционально массовой доле эпоксогрупп.
Более подробно, про рассчет соотношения смола/отвердитель в случае смешивания нескольких произвольных аминов и нескольких произвольных эпоксидов - в конце второй части.
Полиэфирамин T403 - представитель довольно широкого класса отвердителей "джеффаминов" со схожими свойствами, хотя и пожалуй наиболее удачный из них.
2) Рецептура "общего назначения", усовершенствованный аналог "клея ЭДП"
неплох и как литьевая смола, и как клей, короче все - средненько, но по сумме показателей - очень неплохо.
Таже диановая смола, (возможно модифицированная активным разбавителем) отвержденная триэтилентетраамином (ТЭТА). по свойствам - очень похоже на незабвенный советский "клей ЭДП", только ТЭТА в отличии от ПЭПА (входящего в состав ЭДП) - бесцветен, и вообще обладает наиболее качественными свойствами из всех полиэтиленовых аминов (ПЭПА - это неразделенная смесь полиэтиленполиаминов, прямо из реактора, "как есть", в т.ч. и с силноокрашенными продуктами ТЭТА - одна из ее фракций, хорошо очищенная).
Плюсы:
Дает пожалуй наиболее твердые и термостойкие отливки из того что можно легко купить. Особенно если после первичного отверждения подержать изделие несколько часов при повышенной температуре (70-90С) для окончательной полимеризации (впрочем это крайне полезная процедура для ВСЕХ эпоксидных смол - сильно повышает механические свойства, способствует устранению непрреагировавших аминогрупп, которые могут потом желтеть окисляясь). Температура стеклования - около +115С.
Пожалуй самый "ходовой" и легкопокупаемый из отвердителей. Есть практически во всех конторах торгующих эпоксидными материалами.
Минусы: может желтеть, особенно если чуть нарушили пропорцию в сторону избытка отвердителя. Вот пример из личного опыта: Вечная флешка :) (хотя и не совсем "ювелирка") залито эд22+ТЭТА 8:1 (масс) уже старше 4 лет а желтизны почти не видно, хотя и деталька небольшая (диаметр 14.8мм).
Для "кристалльнопрозрачного", в больших объемах - я бы не рекомендовал, особенно учитывая что ТЭТА, будучи бесцветным изначально - очень легко желтеет при хранении, просто от попадающего в бутыль воздуха. Хотя если изделие окрашенное - вперед и с песней.
Отвердитель весьма активный, в больших объемах - легко может "закипеть". При объемных заливках - стоит озаботится охлаждением.
Отвердитель - достаточно летуч, (по сравнению с T403 - многкратно), и считается несколько более токсичным (хотя в состае ЭДП - идет ПЭПА, который считается даже несколько более опасным). Ваш покорный слуга имел счастье травануться (замешал пордка 300г компаунда мелкими порциями и пользовал в плохопроветриваемом помещении, потом тошнило и головка бо-бо. Повторять не надо.)
Поверхность достаточно сильно карбонизуется, особенно во влажном воздухе. Образуется липкий карбаматный налет. Его можно смыть потом теплой водой, но оставшаяся поверхность - будет мутной.
Можно либо защить поверхность, налив сверху инертную жидкость (силиконовое масло ПМС-200 - очень хорошо справляется с задачей) либо потом заниматься шлифовкой-полировкой (как вариант - полностью закрытая форма с небольшим литником).
Также можно наполнять порошками и модифицировать всеми вышеназваными добавками (с ускорителями отверждения - осторожно, там и так все весьма быстро).
Пропорция со смолой ЭД22 - 12.4г на 100г смолы (8:1 масс) , со смолой ЭД20 - 11.3г на 100г смолы (9:1 масс).
3) Идеальная рецептура для больших и прозрачных заливок. Совершенно не желтеющая.
Одна из вещей, которую в "готовых наборах" купить - совершенно нереально.
Смола ST3000 ( корейская (Kukdo), аналоги других производителей - XY518 и EPIOL-DE704), отвержденная одним из циклоалифатических аминов. В идиале - изофорондиамин (IPDA) Встречается под торговой маркой EH-2293 (от Ipox), либо под своим названием. С некоторым снижением качества - можно использовать отвердители ХТА-801, RFD-270, метаксилилендиамин (MXDA), EH2298 (этот - даже лучше, но ОЧЕНЬ дефицитен). Это НЕ диановая смола. Это уже "спецмарка". Сделана на базе гидрированного бисфенола А. Что приводит к следующим "фичам": Совершеннейшая прозрачность и высокая светостойкость. (значительно привосходящая стандартные диановые смолы). Не желтеет. Совсем :) Особенно в паре с IPDA (этот амин даже на воздухе сам по себе переходит в твердый белоснежный карбомат, и почти не желтеет, окисляется крайне мелдленно даже в свободном состоянии). ST3000 - весьма малоактивная смола, реагирует медленно, и к закипанию гораздо менее склонна чем стандартные диановые. Особенно с медленными отвердителями вроде EH2298, IPDA, RFD-270. Смола гораздо более гидрофобная (в т.ч. и по влаговпитыванию конечного полимера), и гораздо более высокоадгезионная. Вообще она разработана для "уличных" защитнодекоративных покрытий и ЛКМ. К сожалению смола заметно более эластичная чем стандартные диановые смолы, потому для достижения тойже твердости - желательны наиболее "твердые" циклоалифатические отвердители. А они в чистом виде, в продаже на каждом углу не лежат. Ибо со стандартными диановыми смолами - дают хрупкие как стекло отливки (особенно если не прогревать, и полмеризация не 100% , если прогреть - можно полчить "мегапрочное и мегатвердое", но требует очень внимательного соблюдения техпроцесса). Их обычно предпочитают лить в смесевые отвердители, разбадяжив чемто платифицирующим. Наиболее "мягкий" из перечисленного - RFD-270 - он помимо цикла содержит в молекуле и полиэфирную цепочку. Онже наиболее легкопокупаемый, и онже дает наилучшую поверхность (лучше - только EH2298 ). В принципе можно отвердить и T403, но получается нечто похожее на твердый полипропилен. Для больших заливок - проканает (оно еще и реагирует КРАЙНЕ медленно, можно не опасаться закипания), но для маленьких - лучше купить чегото из вышеназванного. В виду медленной полимеризации и довольно высокой склонности отвердителей к карбонизации - поверхность получается хреновая. Oсобенно с ХТА-801. Наиболее летучи и вонючи ХТА-801 и MXDA. Ониже самые "быстрые". EH2298 - вообще супер, и поверзность прекрасная и медленный и твердый, но ...хрен купишь :( . IPDA - наиболее разумный компромисс. Хотя и RFD-270 - неплох.
С ТЭТА - можно, но смысла особого - не вижу, ибо пожелтеет за счет ТЭТА, и вообще отвердитель "убьет" почти все преимущества данной смолы (вроде гидрофобности, и низкой скорости полимеризации), разве что адгезия останется повышенная. Но клей можно сделать и из чего попроще.
4) Твердые термостойкие смолы.
Диановые смолы (упомянутые в п 1 и 2) с циклоалифатическими аминами (упомянутыми в п 3).
Дают весьма твердые и термостойкие полимеры. Например ЭД22+IPDA, 22г на 100г смолы (9:2масс) - дает точку стеклования +160С. Выше - только ароматические амины и(или) спецмарки смол. Но крайне критично к процессу полимеризации. Выдержка при повышеной температуре после первичной полимеризации - строго необходима, иначе получается хрупкий как стекло полимер, который легко может потерскаться даже просто от резкого охлаждения на пару десятков градусов (обливания холодной водой из под крана). Зато после "запекания" - преобретает высокую прочность. (остается очень твердым, и непластичным но уже не трескается). Специфическая штука. Если добавить АГМ-9 - наверное можно попробовать отливать пепельницы, как тут некоторые делали или "защитный слой" на дно оных (хотя тыканье тлеющей сигаретой - все равно не выдержит, но след останется минимальный, такие смолы даже нагретый паяльник держат неплохо). Для литья без вакуума - не особо удобно, ибо густое и микропузырьки сами не выходят (с АГМ-9 - возможно будет полегче), а активные разбавители - "убьют" термостойкость.
RFD-270 - как раз и сделан как помпромисс между циклоалифатичесими аминами и полиэфираминами (вроде T403), чтобы с немодифицированной смолой получалось не столь экстремально. Но по термостойкости он уже практически эквивалентен ТЭТА, хотя и заметно тверже (а также не желтеет и не карбонизуется поверхность).
5) Супержидкая композиция.
PE300 отвержденный IPDA. Сам PE300 - вообщето идет как разбавитель (другие торговые названия: XY636 , SM-60, ipox RD 20 , Kukdo YH-300 , "лапроксид ТМП", правда последний - отечественного производства откровенно желтоват). Но разбавитель уникальный тем, что с вышеупомянутыми жесткими циклоалифатическими отвердителями - дает вполне твердые полимеры (для сравнения DE 200 отвержденный IPDA - по консистенции дает нечто похожее на ПВХ (линолеум, изолента) если надо - конечно тоже можно использовать ). Он даже несколько пластичнее ST3000, и с T403 - оно будет уже откровенно "резиновое".
Он имеет "конситенцию растительного масла". Смешивание с весьма жидким IPDA - дополнительно снижает вязкость. Можно перемешивать без мешалки, просто взбалтывая стаканчик. Пузыри выходят МОМЕНТАЛЬНО. Очень хорошо смачивает и пропитывает. (в древесину эта пара впитывается на 2-3мм даже без вакуума ). Тоже алифатический эпоксид, следовательно совершенно светостоек. Правда по моим наблюдениям, будучи плохо закрыт в неполимеризованном виде - сереет. Отливки - тоже остаются прозрачными (больше 4 лет точно, дольше не пробовал). Несколько более активный чем ST3000, но не дотягивает до диановых смол по реакционной способности. При желании можно немного (10-15%) разбавить более жидким DE200, особенно если IPDA в качестве отвердителя, но это уже "на грани фола" (есть хороший риск получить "резинку" или безобразно снизить термостойкость, так что будет размягчаться от незначительного нагрева).
6) Клей быстрый и клей медленный.
диановая смола модифицированная на 15% DE200 или на 25-30% PE300, или ЭД22+ST 3000 1:1 отвержденная XT412 +15% АГМ-9 или XT586 +15% АГМ-9 - это замечательные клеи. Крайне высокоадгезивные, водостойкие, умеренно эластичные (что исключает отрыв от несогласованности ТКР при тепловых ударах). XT412 - крайне медленный, а XT586 - наоборот очень быстрый реакционоспособный отвердитель, с каталитическими свойствами. Оба - желтоваты (потому для бесцветных заливок не подойдут, но клеевые свойства - выдающиеся, особенно в паре с усилителем адгезии АГМ-9). XT586 - светлее изанчально, но не светостоек.
У них полностью совпадающие стехиометрические к-ты, поэтому XT586 и XT412 - можно мешать между собой в любой пропорции без пересчета соотношения смола/отвердитель. Регулируя таким образом скорость полимеризации и время жизни смеси. Оба не очень хорошо совмещаются с немодифицированной диановой смолой (возможно образование микроэмульсии, что выглядит как потеря прозарчности, особенно при низких температурах). Потому лучше использовать смолу модифицированную алифатическими эпоксидами, как указано выше, и добавка АГМ-9 - тоже сильно облегчает взаимную растворимость (в указанных рецептурах я микроэмульсии не наблюдал ни разу, а вот с чистой ЭД22 - бывает).
Не смотря на довольно высокую вязкость, композиция очень неплохо впитывается в пористые материалвы типа дерева (для "столярки" - вообще изумительный клей), и вытекает в щели заливаемых изделий, причем делает это весьма медленно, что можно сразу и не заметить, а через час обнаружить потек, застывший "где ненадо".
У XT412 - есть более широкоизвестный аналог из еще "советской номенклатуры" отвердителей - ПО-300. Его надо чуть-чуть больше чем XT412 (до 10%) , и у него не нормировано содержание легколетучих компонентов. XT412 - разрабатывался как "улучшенный ПО-300", чтобы снизить требования к вентиляции на рабочем месте. Хотя судя по виду, выпускаемый сейчас ПО-300 - наливают из одной бочки с XT412 (благо ТУ на XT412 - полностью "охватывают" ТУ на ПО-300, и даже являются чуть более строгими).
Пропорции со смолой (ЭД22+ST 3000 1:1) - 2:1масс . Для других смол и модификации другими разбавителями - см руководство по рассчету соотношения в конце второй части.
Наверное тут будет наиболее уместно расказать про, уже упоминавшуюся ранее, крайне полезную штуку АГМ-9 (гамма-аминопропилтриэтоксисилан):
Это добавка в отвердитель, сочетающая в себе 2 разнородных механизма полимеризации. Содержит в молекуле аминогруппу, которая способна связываться с эпоксидами, подобно обычным аминным отвердителям, но при этом содержит триэтоксисилоксановый остаток, способный под действием воды (связанной на поверхности) отбросить молекулу этилового спирта (потом улетучится, но к сожалению, это приводит к "потере массы" и усадке если АГМ-9 много), осовбодив силоксановую группу Si-OH, кторая потом способна связаться с другими силоксановыми группами на поверхности стекла, керамики, или образовать замещенные силикаты с оксидными пленками на поверхностях металлов. За счет чего образует химические связи с керамическими, стеклянными, металлическими и многими другими поверхностями, частицами наполнителей. Является неплохим растворителем и способен частично желатинировать многи пластмассы, таким образом обеспечивая проникновение состав в них в процессе полимеризации.
Можно рассматривать как своего рода "активный разбавитель для отвердителя", ибо достаточно низковязкий и подвижный. Разжижает композицию, усиливает адгезию облегчает смачивание и впитывание в пористые поверхности, уменьшает пожелтение, повышает термостойкость. Главное не увлекаться, иначе может потрескаться от внутренних напряжений, особенно низкопластичные рецептуры, и "объемные" изделия, больше 20% сухого остатка в ЛКП и пластиных композициях и больше 3-4% в объемных - лучше не добавлять. В случае высоконаполненных минеральными порошками (аэросил, двуокись титана, окись цинка, хрома, железноокисные пигменты и т.п.) составов - имеет смысл увеличить его количество, можно даже чуть более 5% от смоляной части в "объемных" заливках, ибо образует химические связи с частицами наполнителя, резко повышаяя механические свойства конечного полимера.
Как хороший растворитель - может экстрагировать нестойкие растительные пигменты из всяких сухоцветов и прочих "красивостей", заливаемых в прозрачную смолу. Потому тут - с осторожностью.
Как и любой амин - может быть заранее добавлен в отвердитель и хранится вместе сколь угодно долго. Также водные или спиртовые растворы 2-5% могут быть использованы для предвариельной обработки поверхности перед склейкой эпоксидными компаундами.
7) литьевые рецептуры "горячего отверждения". Ароматические амины, как отвердитель.
Амины в которых аминогруппа связана непосредственно с бензольным кольцом - крайне малоактивны, и при комнатной температуре - практически со смолой не взаимодействуют. Это с одной стороны - дает возможность невозбранно манипулировать с составом практически неограниченное время, выгонять пузыри (и даже оставить "на завтра", что не потратил сегодня, хотя длительно хранить как однокомпонентный состав - не стоит, всеже потихоньку густеет), потом - запихать в сушильный шкаф - и через несколько часов получить твердое изделие. Также ароматические амины замечательны крайне малой усадкой при полимеризации (примерно 0.2-0.4% против 2-4% для стандартной полимеризации с алифатическими аминами), и очень хорошей прочностью и термостойкостью конечного полимера, что делает их почти идеальными для литья, особенно в наполненом порошком состоянии. Из жидких при нормальных условиях ароматичкских аминов надо упомянуть DETDA-80 (наиболее низковязкий и удобный в работе) и MOEA (несколько более светостоек, но более вязкий и малореакционноспособный даже для ароматических аминов). Дают крайне твердые полимеры, при недостаточной полимеризации - легко может стать хрупким (зато при качественном "запекании" - можно получить исключительную прочность) потому имеет смысл модифицировать смолу одним из активных разбавителей. Твердые полимеры получаются даже с чистыми активными разбавителями вроде DE-200 (который с изфорондиамином и XTA-801 дает нечто напоминающее изоленту или линолеум). Весьма малолетучи (хотя нельзя сказать, что малотоксичны). Глобальный минус - окрашены (слабее или сильнее, но бесцветных не бывает), и не светостойки. Потому желательно наполнить порошком.
Термостойкость тут можно получить и "за 200C" (с немодифицированной смолой !), но для этого потребуется повозится с режимом полимеризации: сначала погреть до 60-80С потом, после отверждения - выдержать при +120-140С.
Тут очень хорошо использовать ускорители отверждения:
например УП606/2 онже "алкофен 30" (2,4,6-трис(диметиламинометил) фенол), и еще куча названий (делается почти всеми производителями) , в количестве 1-2% от смоляной части композиции (без уменьшения доли отвердителя, это катализатор он не влияет на стехиометрическое соотношение). Это позволит снизить тепловой режим и(или) несколько ускорить процесс. (ароматические амины всеже - О-О-О-ЧЕНЬ медленные). Можно использовать ДМБА, но большого счатстья от его бесцветности тут нет (все равно окрашено), а он менее активен нежели УП606/2, и не присоединяется к полимеру в конечном счете (может выделятся из конечного изделия потихоньку). За имидазолы, триэтаноламин, и другие катализаторы не скажу - не работал с ними.
Да, и естественно можно комбинировать любые амины и любые эпоксиды между собой, для получения средних свойств.
Хотя и не все комбинации имеют смысл (в плане полезных практических свойств), но полимеризуется все. Эпоксогрупы везде одинаковые :)
Важно только не забывать корректировать соотношение амина с эпоксидом, чтобы максимально уменьшить непрореагировавший избыток того или другого.
УПС ! Про разбавители и рассчет пропорций - не влезает. Потому:
Показать полностью


Копирование деталей для конверсий
Я очень часто занимаюсь конверсиями и переделываю стандартные модели.
До того как освоил 3д печать делал отливки при помощи формовочного силикона и литьевых смол.При этом не требуются вакуумные камеры и прочее оборудование.Смола текуча сама по себе.
В 2017 году занялся литьем пластика smooth-ON, smooth-cast 300
Подробно о нем можно прочесть:

Отливки,запылил металликом.

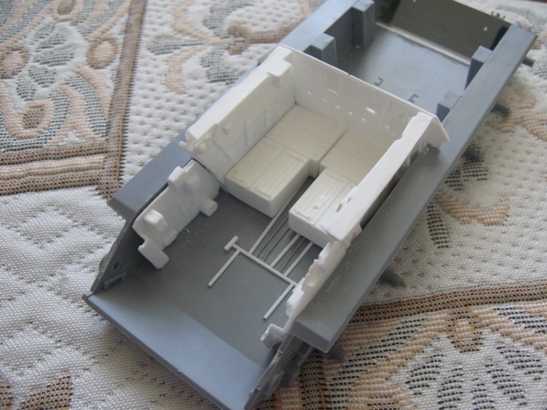
интерьер Т-34

башня Т-34
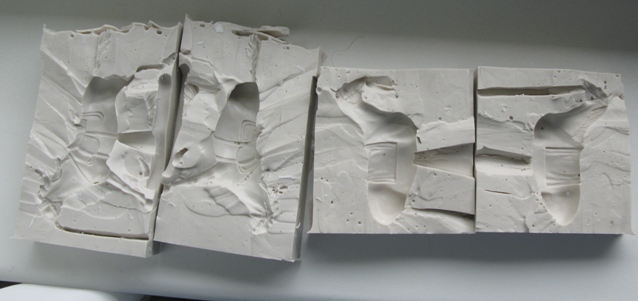
Форма для лошадей.Просто поставил в коробку из листового пластика,залил силиконом.Через три часа разрезал форму надвое,прорезал канал для заливки-под брюхом.Льем пластик и множим лошадок.

Отлитые из смолы лошади

силикон для формы
Если кратко в фото процесс отливки выглядит так.




Отлил копии скаток и мешков для БТТ США.


Так легко и просто можно отлить любые копии.Получить недостающие детали или детали для улучшения моделей. И здорово съэкономить.:)))
Все это делаю для себя,а не на продажу.Прошу меня пиратом не обзывать.:)))
Показать полностью
13


Отряд QuakeGirls
А мы тут выпустили новый сквад, как обычно в масштабе 1/32 и 1/52, еще пара девчонок на подходе.

Реальные отливки

и рендер
Показать полностью
1
А вы знали, что по легенде тамагочи — это инопланетяне?
Они прилетели, чтобы изучать нашу планету, но оказалось, что без защитной оболочки им тут не справиться. Но в ваших силах им помочь! Открывайте игру с тамагочи и сделайте электронного питомца счастливым. Это не так просто, как было в детстве. Если справитесь, получите награду в профиль.

Новые ноги для старых Икеевских стульев

Для пояснения в начале: да, я прекрасно понимаю, что при помощи 3д принтеров фреззеров и прочего, подобное можно сделать и даже намного лучше, но имеем что имеем.. есть руки. вроде не совсем кривые.. есть в наличии силикон для форм, литьевые массы и красители.
Давным давным, в Москве были приобретены икеевские стулья, типа для барной стойки. Вот типа таких, чтоб понимать о каких примерно речь до обрезания ножек (к сожалению не нашел в сети, как они там изначально выглядели)

Шли годы, стулья удачно перекочевали в Крым. Трем из них было произведено обрезание ножек :-) до стандартных кухонных табуретных размеров. Стулья пережили несколько потопов, (несколько раз заливали соседи). Часть стульев перекочевала к маме. Все бы ничего. но в один момент стали ломаться пластиковые "оконенчники" ножек. Конструктив самих деталей изначально имеет слабое звено в конструкции в виде шарового соединения. (самое первое фото) Плюс видимо за годы из пластика выветрились все пластификаторы, он стал ломким и хрупким. Первые звоночки просто засверливал, клеил и форсировал с помощью шурупа. Но терпение кончилось когда одна из ножек сломалась повредив при этом паркет.
Еще раз уточню - принтеров всяких, токарей знакомых у меня нет.. да и привык за свою уже достаточно долгую жизнь все делать сам.
Решил отлить все детали на все стулья разом.
Чтобы не отливать по одной, решил делать по 4 штуки, так сказать комплектом на стул.

перед отливкой формы решил усилить конструкцию и убрать из нее вообще подвижные детали и "слабые звенья". Закрыл все модельным пластилином, естественно заранее выставив нужный угол наклона ножек.

Из подручных материалов изготовил форму для заливки и залил силиконом. Не особо заморачиваясь с вакуумированием, посчитав что в данных деталях все равно не будет видно микропузырьков так как собирался окрашивать эпоксидку.

Выбрал белый цвет потому что он лучше подходит к белому пластику сиденьев.
Так же изготовил армирующие вставки из стальной омедненной проволоки.


Дальше все как во сне.. вжык и готово. Очнулся- сова натянута на глобус.
Замесы, добавка порошкового пигментного красителя, заливки, обработка деталей, снова по кругу, пока не налил необходимое количество. :-)

Накосячил.. так как я для лучшего визуального контроля перемешивания силикона добавляю красители, они удачно подкрасили задумывавшиеся белоснежными ножки. пришлось все шкурить и в потом еще и покрыть краской и лаком чтобы скрыть всякую незначительную по миому субъективному мнению, проявившуюся мелочь, типа просвечивающихся в некоторых местах арматуру из колец в основании и спиралей из проволоки.

Затем оклеил основания толстой кожей.

Результат так се. но в челом многократно прочнее родных.

Паркет после потопа, не обращайте внимания :-) Конечно обращайте. я же прям пальцем ткнул куда обратить внимание :-)
Что по деньгам. около 300 рублей на силикон. около 300 рублей на смолу и пигментный краситель. около пяти дней работы. плюс около недели в ожидании полной полимеризации смолы.
О чем пост? О том что не принтерами едины творческие люди. 3д технологии это хорошо, но и о старых методах забывать не стоит. Я просто показал, что можно сделать из по сути подручных материалов, не имея никаких станков, принтеров и даже компьютеров.
Показать полностью
12