
Макет металлообрабатывающего цеха 1850-1870 годов
А это уже не макет
Показать полностью
1
А это уже не макет
Станок Spiner с ЧПУ sinumeric 840d.
Работа без СОЖ, поэтому дымит.
И готовое изделие:
Отвечу с удовольствием на вопросы. Если интересно, буду продолжать. Начал вести и канал в телеге: https://t.me/ligachpu
Всех приветствую!
Расскажу, как я делал забор.
Решили с супругой купить земельный участок, выбор пал на участок в голом поле, местами болото.
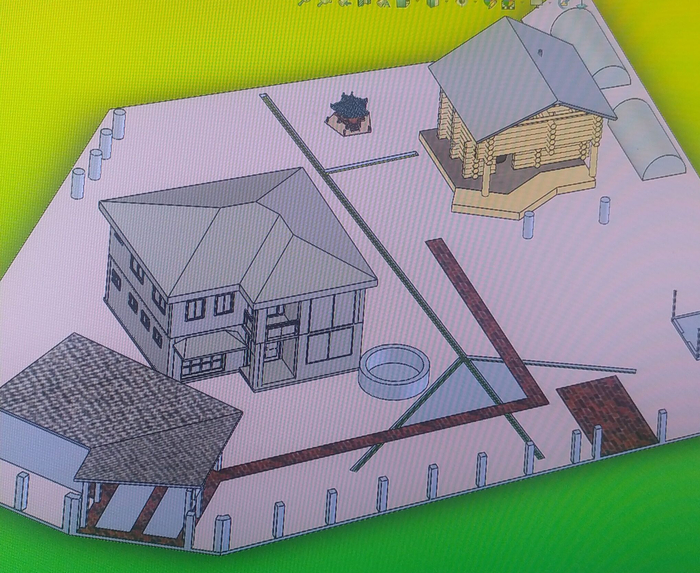
Сначала я создал 3Д-модель своего участка с представлением, что мы в будущем хотим видеть на нем глобально.
Мне очень сильно хотелось необычный забор с колоннами из бетонных блоков и чтобы наполнение отличалось от других заборов. Посмотрев цены на блоки, я решил попробовать изготавливать их сам.

Заливка и трамбовка блоков
Купил бетономешалку и также заказал форму из Беларуси.
Я провел множество экспериментов с густотой раствора, добавлял керамзит, добавлял разные добавки для ускорения твердения. Мазал форму маслом. Продуктивность была очень низкой, два блока за день. Потом я перешел к полусухой смеси, продуктивность увеличилась до 5 шт за день (думаю если бы был вибростол, то можно делать и больше). Все равно попробовав, я решил копить денег и искать готовые блоки.

Готовые блоки
Пока я экспериментировал с блоками, одновременно велась работа по заливке ростверка (фундамента забора)

Бетономешалка немного провалилась
Вообщем после изготовление ростверка, приварки поперечин и выкладки покупных блоков, получился вот такой результат

Колонны внутри засыпаны пескобетоном сухим
Далее я разработал дизайн и конструкцию секций забора. Материал деталей секция забора выполнены из 0.55 оцинковки. Детали вырезаны на лазерном станке, согнуты на листогибочном прессе, затем покрашены порошковой краской. Далее детали я самостоятельно собирал на участке с помощью заклепочных соединений. На сборку (без установки) 14 секций ушло два дня.

Конечно, работы предстоит еще много, но все постепенно, как бы не хотелось побыстрее.
Катафорез — ищу специалистов!
Привет пикабушникам!
Нужен совет от опытных ребят, кто разбирается в покрытиях металлов.
Собираюсь заказать качественное защитное покрытие на металлические изделия и хочу выбрать надежный вариант — решил остановиться на катафорезе. Кто-нибудь сталкивался с такой технологией?
Ищу проверенных мастеров или фирмы, которые качественно делают катафорезное покрытие. Важно, чтобы работа была выполнена аккуратно и надежно.
Поделитесь контактами или рекомендациями проверенных компаний/мастеров, занимающихся покрытием металлоизделий методом катафореза.
Заранее спасибо за помощь!
Уважаемые дамы и господа! В силу текущей ситуации с импортной продукцией, есть потребность в изделиях, как на фото. Образец сверху - прекрасный пример, как не надо делать)). Нижние два - это ушедшие из РФ производители. Изделия из медицинской стали 02, толщина стенки 0,4мм, диаметры от 2 до 3 мм. Важна точность мехобработки, так как изделие будет находиться в прямом контакте с органами человека. Поделитесь, пожалуйста, вашим мнением: как технологически и посредством какого оборудования можно изготавливать такие штуки?
П.С.: мы из другой отрасли, очень интересно разобраться в вопросе, буду рад любым комментариям и советам!


Поковка стальная – это металлургическая заготовка, полученная методом горячей пластической деформации металлического сырья под воздействием давления с целью получения требуемой формы, размеров и структуры. Поковка часто используется в машиностроении, энергетике, нефтегазовой отрасли, судостроении и других отраслях тяжёлой промышленности благодаря своей прочности, однородной структуре и возможности выдерживать значительные механические нагрузки.
В зависимости от технологии изготовления и конструктивного исполнения поковки классифицируются следующим образом:
По методу изготовления:
Свободная ковка — выполняется на гидравлических или молотовых прессах, подходит для изготовления крупногабаритных и мелкосерийных деталей.
Штамповка (штампованная ковка) — производится в закрытых или открытых штампах, обеспечивает высокую точность геометрии и повторяемость формы, применима при массовом производстве.
По форме поковок: валы, кольца, втулки, диски, плиты, муфты, корпуса
По назначению:
Поковки под последующую механическую обработку;
Готовые поковки с чистовой обработкой;

Поковки, полученные методом горячей или холодной пластической деформации металла, занимают ключевое место в обеспечении прочностной и эксплуатационной надежности изделий, применяемых в различных отраслях промышленности. Использование поковок обосновано не только высокими механическими характеристиками, но и улучшенной внутренней структурой, отсутствием литейных дефектов, а также возможностью получения ориентированной волокнистой структуры металла, что особенно важно при работе на износ, кручение, изгиб и ударные нагрузки.
Машиностроение
В машиностроительной отрасли поковки применяются в качестве базовых заготовок для изготовления:
коленчатых и распределительных валов;
осей, валов и шпинделей;
шестерён, втулок, маховиков и других вращающихся элементов.
Энергетическое машиностроение
Для турбин, генераторов, компрессоров и насосного оборудования применяются крупногабаритные поковки из легированных сталей, обладающих высокой термостойкостью, жаропрочностью и устойчивостью к усталостным нагрузкам. Особые требования предъявляются к качеству металла и направленности волокнистой структуры, особенно в зонах концентрации напряжений.
Нефтегазовая промышленность
Поковки используются при производстве элементов бурового оборудования, арматуры трубопроводов, крестовин, фланцев, штуцеров и переходников. При этом критически важна устойчивость к агрессивным средам, высоким давлениям и температурным перепадам, что достигается применением коррозионностойких и высоколегированных сталей.
Авиационная и космическая отрасли
Здесь применяются высокоточные поковки из легированных, жаропрочных и титановых сплавов, обладающие низкой массой при высокой прочности. Из них изготавливаются ответственные элементы конструкции: лопатки, втулки, крепёж, кольца, детали шасси и двигателей.
Судостроение
В условиях морской эксплуатации на элементы конструкции и механизмов действуют переменные и ударные нагрузки, а также коррозионные факторы. Поковки применяются для изготовления гребных валов, осей рулевого устройства, корпусов насосов и соединительных элементов с высокой степенью герметичности и надёжности.
Железнодорожный транспорт
Поковки используются в ходовых частях (осевые и колесные заготовки), а также в элементах сцепных устройств, тормозных систем и рам тележек. Особенно важна устойчивость к усталостному разрушению при длительной циклической нагрузке.
Заводы, занимающиеся производством поковок, представляют собой специализированные металлургические или машиностроительные предприятия, обладающие комплексом технологических ресурсов. Одна из таких компаний - Комбинат металлургических сталей и сплавов, она производит широкий спектр поковок на заказ — от стандартных изделий до высокоточных поковок сложной геометрии. Их производственная деятельность направлена на обеспечение потребностей ключевых отраслей промышленности: энергетической, авиационно-космической, транспортной, нефтегазовой и оборонной.
Структура производственного процесса
Компания-изготовитель поковок включает следующие основные технологические участки:
Сталеплавильное производство — используется при наличии полного производственного цикла (электропечи, вакуумно-дуговая переплавка, внепечная обработка);
Ковочный комплекс — гидравлические и механические прессы, ковочные молоты, ротационные и винтовые машины;
Штамповочное оборудование — для массового выпуска поковок с повторяющейся геометрией;
Термическая обработка — закалка, отпуск, нормализация и термомеханическое упрочнение для достижения требуемых свойств;
Контрольно-испытательные лаборатории — механические, металлографические и неразрушающие испытания (УЗК, РК, МПК).
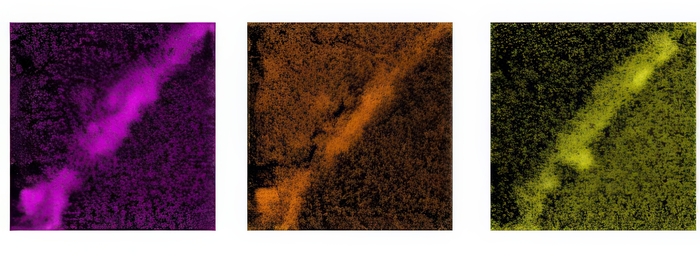
Карта распределения химических элементов на границе раздела сплав-пенокерамический фильтр Selee.
В энергетике, авиакосмической и оборонной промышленности требуются материалы, сохраняющие свою стойкость при высоких температурах и агрессивных средах. Поэтому надежность и долговечность применяемых металлических сплавов имеют первостепенное значение. Один из ключевых этапов их производства – это очистка расплава для удаления различных примесей и загрязнений. В основном для этого используют пенокерамические фильтры – пористый материал, который задерживает ненужные твердые компоненты расплавленного металла. Ученые Пермского Политеха выяснили, что они могут также забирать и полезные элементы из сплава и отдавать ему новые, тем самым создавая в его составе нежелательные соединения и ухудшая свойства материала. Результаты исследования позволят оптимизировать процесс фильтрации промышленных жаропрочных никелевых сплавов и повысить качество конечной продукции.
Статья с подробными результатами опубликована в журнале «Вестник ПНИПУ. Машиностроение, материаловедение», 2025. Исследование проведено в рамках реализации программы стратегического академического лидерства «Приоритет-2030».
Пенокерамические фильтры – это пористые материалы с ячеистой структурой, похожие на губку. Они используются для фильтрации расплавленных металлов перед выплавлением заготовок будущей промышленной детали. Это необходимо для снижения дефектов (трещин и пустот) и для очистки сплава от примесей – твердых частиц (оксидов, шлака, пыли), ухудшающих качество металла. Также такая фильтрация влияет на равномерное распределение в расплаве легирующих (улучшающих) элементов, таких как хром и титан.
Очистка происходит в основном за счет адгезии (прилипания) примесных компонентов к материалу фильтра. Поэтому он должен быть адаптирован не только к загрязнениям, но и к компонентам сплавов. Обычно их изготавливают из огнеупорных материалов: диоксида циркония, оксида алюминия, циркона и других химических добавок. Однако, помимо известного очищающего эффекта, состав фильтра может значительно влиять на структуру и свойства сплава за счет попадания в него нежелательных компонентов.
Ученые Пермского Политеха провели масштабное исследование и определили, как именно пенокерамические фильтры влияют на микроструктуру жаропрочных никелевых сплавов ВХ4Л-ВИ и ЧС70-ВИ, применяемых в критически важных деталях авиадвигателей и турбин. Для этого провели эксперимент по очистке металла с использованием двух широко известных промышленных фильтров марок FCF-1Z и Selee.
Сначала политехники изучили фазовый состав поверхности фильтров. Так, в марке FCF-1Z преобладают циркон, фосфат, оксид магния и малая часть диоксида циркония, а поверхность марки Selee в основном состоит из диоксида циркония и небольшой части циркона. Оба фильтра использовали для очистки расплавов при температурах около 1050 градусов в вакууме. После изучали элементный состав металла с помощью сканирующего электронного микроскопа.
– Вблизи фильтров обоих типов мы обнаружили повышенную концентрацию оксидов титана и алюминия. При этом в основном сплаве количество титана снижено. Кроме этого, фильтр марки FCF-1Z вызывает образование нитридов титана и ниобия, а также интерметаллидов – химических соединений вольфрама, молибдена и хрома, которые могут снижать качество металла, так как часть полезных элементов переходит к ним. Фильтр Selee не вызывает таких изменений, – рассказывает Светлана Порозова, профессор кафедры механики композиционных материалов и конструкций ПНИПУ, доктор технических наук.
Для минимизации негативных эффектов политехники рекомендуют уменьшить контакт воздуха с фильтром FCF-1Z во время производства, чтобы избежать нежелательных изменений в структуре сплава.
Исследование ученых ПНИПУ показало, что выбор правильного пенокерамического фильтра может существенно повлиять на характеристики металла, а значит, и на качество будущих изделий. Результаты позволят оптимизировать процесс фильтрации никелевых сплавов, улучшая их микроструктуру и эксплуатационные свойства. А также поспособствуют развитию и разработке улучшенных отечественных фильтров для промышленного использования.








