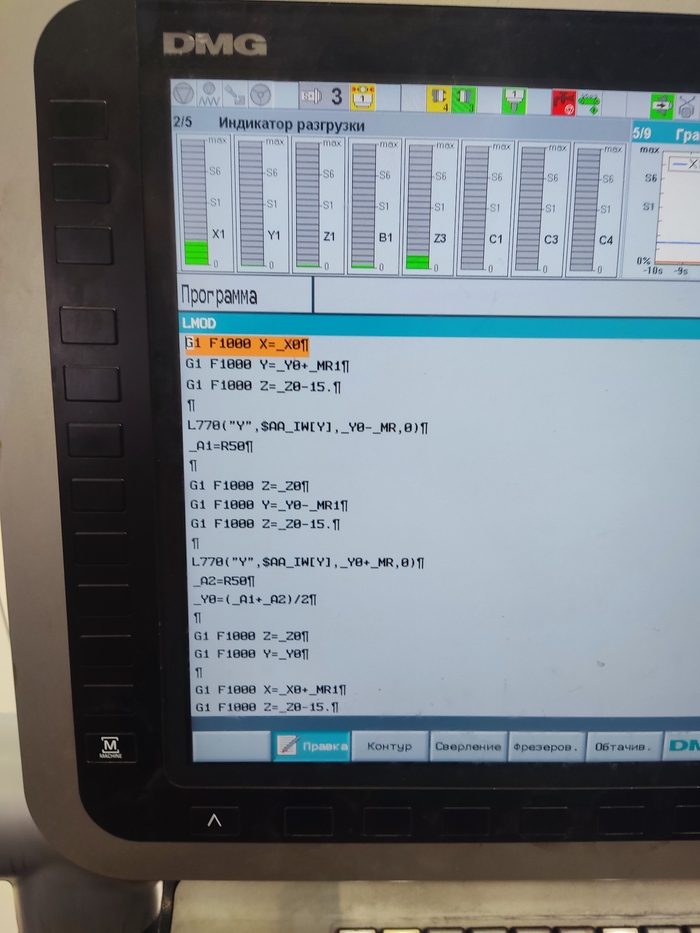
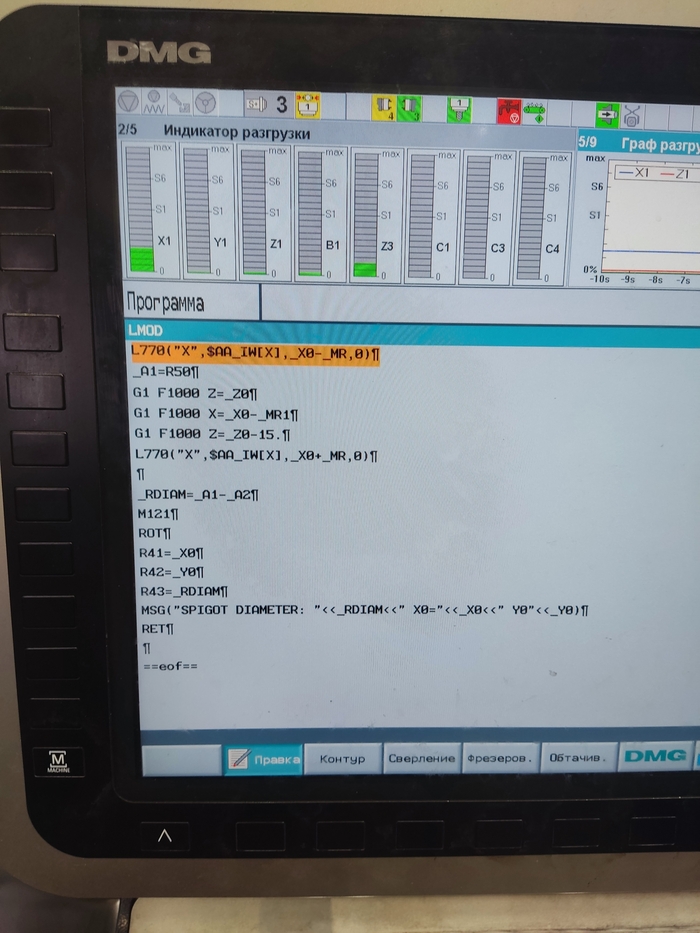
Народ, кто работал на таком старье, подскажите логику обработки чернового и чистового прохода, проблема вот в чем. Написан контур, на этом контуре 2 резца, черновой и чистовой, в коррекции указаны радиуса 0.4 для чернового и 0.2 для чистового, после чернового прохода все как и должно быть, припуск остается как прописан, проблем нет, но когда чистовой резец обрабатывает, он на 0.8 выше или ниже (если расточной) по X и не снимает нихрена припуск, но если пустить его не по контуру CYCLE 95 с выбором чистовой обработки, а по g коду, то он снимает все как положено. Положения режущих кромок одинаковые, радиуса забиты верно, в визуалке припуска не указаны, заметил что если в коррекции на чистовом инструменте поставить радиус пластины 0 то он снимает припуск в CYCLE 95, но не понятно тогда как он правильно закатает радиус если скругление пластины указано не верно.
Сама задача поставлена товарищем @Amir88, вот тут: Уважаемые просветленные! Помогите решить задачку. Про себя же скажу что я ниразу не чпушник, хотя человек сочувствующий металообработке. За свою жизнь на станках я сделал 0грамм стружки, хотя и пытался устроится учеником, но это отдельная веселая история "как айтишник обосрался в цехе на второй день и вернулся обратно в богомерзкое айте", может как-нибудь и расскажу. =)
Еще раз, ребята - я не чпушник ни разу. Я простоял рядом со стойкой ровно 20 часов в своей жизни, и то рядом. Поэтому вот вообще не факт что все что ниже верно. Но сколько и как-бы я не перемерял - всё вполне совпало почти до микрона (третий знак после запятой). Но я это списываю на разный подход к округлению в кореле и в моей версии cimco. (8.01.19)
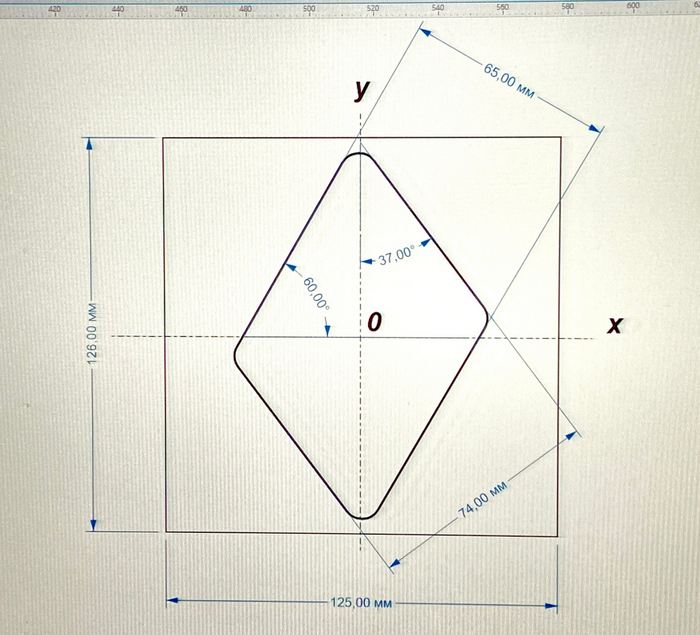
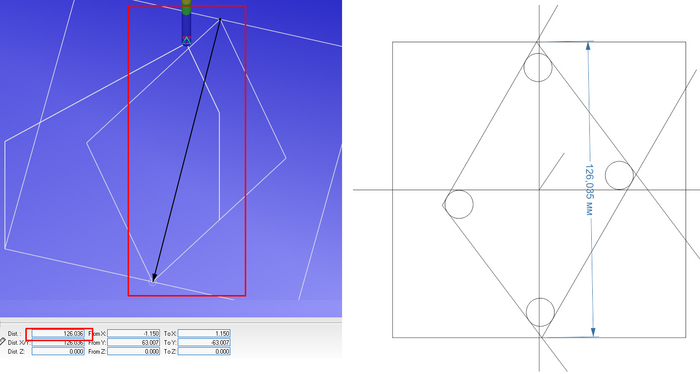
Исходная задача в размерах.
Ну и вот. Такая задачка с подвохом. Бегло углубившись в синтаксис синумерика было решено заходить в контур параллелограмма из середины стороны от центра. Во-первых чтоб потом от этого-же центра на детали, плясать следующими контурами (там еще на чертеже габаритный квадрат). Во-вторых это обусловлено работой параметра RND в синумерике (как я понял) - т.е. в этой же плоскости должен лежать последующий отрезок что и предыдущий, и только тогда RND срабатывает как положено.
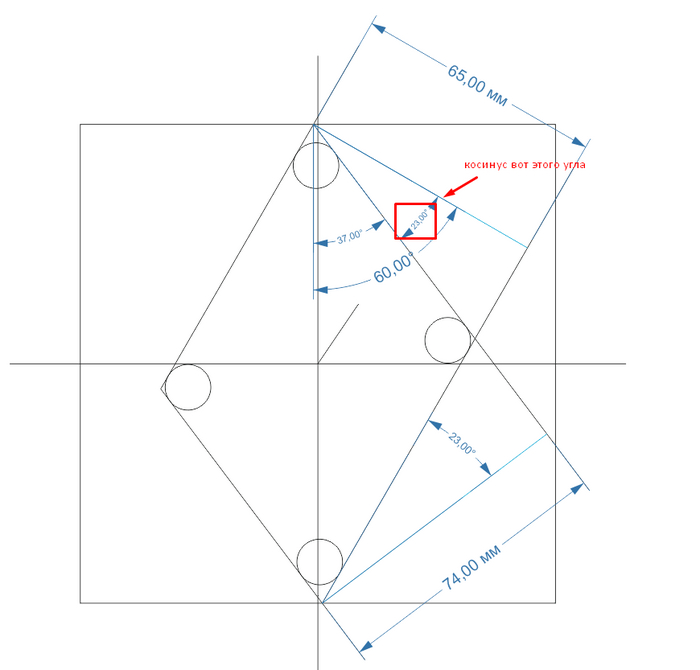
Дальше я предлагаю перейти в полярные координаты и начать плясать от центра О в середину стороны. Координаты считаются против часовой стрелки, направление "0" совпадает с осью X. Следовательно загибаемся в четвертый квадрант 270 и прибавляю 37. Но на какой расстояние? На половину стороны якобы 65мм а как ее найти точно? подумал я. Явно косинус. Какого угла? угла 23 градуса!
Вот этот косинус надо найти. 60-37=23
То есть гипотенуза будет в косинус23 раз длиннее чем катет в 65мм. Если выразить пошире То вот такая будет длина : 65\cos(60-37). Двигаюсь от центра на половинку этой стороны то есть на (65\cos(60-37))/2. Не забыть бы. Т.е. вся фигура будет в пять ходов из-за начала с середины из-за RND. Подкатываюсь и опускаюсь вот так:
G16
g01 X+65/cos(60-37)/2 Y270+37
g01 Z0 F100
Ну собственно и весь секрет раскрыт. Дальше поехал мало того что в относительных координатах G91, но еще и в полярных G16. И еду против часовой снова на половинку, но уже стороны якобы 74мм. Угол в первом квадранте угол 60 градусов. Точная длина опять в cos(60-37)раз длиннее чем катет 74мм по всей видимости это то самое свойство параллельных прямых. А так как ехать на половинку делю еще попалам. (74\cos(60-37))/2. Вот Заехал в уголок. Про скругления пока не буду, не до них. Вот как то так:
G16
G91
g01 X+74/cos(60-37)/2 Y60
Ну а дальше дело техники. Внимательно следим за углами в каких они квадрантах, и какой нужный в каждом случае. В конце опять еду замыкающей половинкой и доезжаю до исходной точки. Примерно так:
g01 X+65/cos(60-37) Y90+37
g01 X+74/cos(60-37) Y180+60
g01 X+65/cos(60-37) Y270+37
g01 X+74/cos(60-37)/2 Y0+60
G15
g01 X0 Y0 Z100
Последней строкой выключил полярные, потом поднялся, потом отрубаю относительные чтоб вернуться по нулям:
G90
g01 x0 y0 z100
Ну и все. Повис обратно над центром параллелограмма, можно поехать сделать квадрат вокруг или чего еще там наворотить, если надо будет, уже не суть (тут думаю ничего интересного):
g01 X-125/2 Y-126/2 Z100 F100
g01 Z0
G91
g01 X+125 Y0
g01 X0 Y+126
g01 X-125 Y0
g01 X0 Y-126
G90
g01 z100
g01 x0 y0
M02
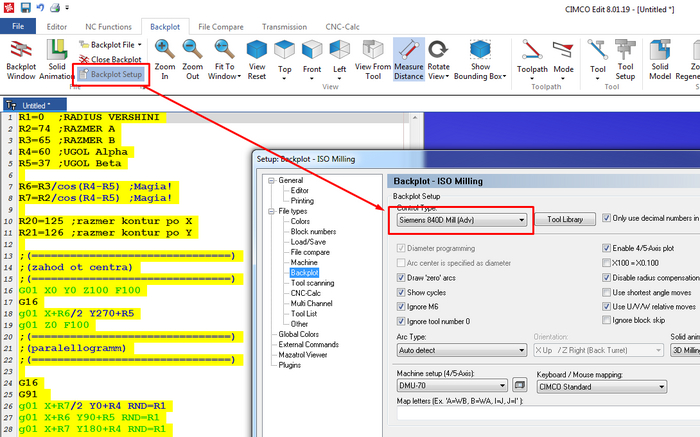
Вуаля. В целом все готово. Но я специально расписывал что откуда берется. Теперь можно пихнуть вместо всех цифр переменные. К углам параллелограмма присовокупить RND и ему тоже заодно пихнуть пользовательскую переменную. В синумерике они через R. Как на фануке я не знаю, не пробовал, и вообще не уверен что там есть такая штука как фаска\закругление. Может и есть. Но мне по условию задачи стоит синумерик. Итак, вот конечный листинг какой у меня получился:
R1=6 ;RADIUS VERSHINI
R2=74 ;RAZMER A
R3=65 ;RAZMER B
R4=60 ;UGOL Alpha
R5=37 ;UGOL Beta
R6=R3/cos(R4-R5) ;Magia!
R7=R2/cos(R4-R5) ;Magia!
R20=125 ;razmer kontur po X
R21=126 ;razmer kontur po Y
;(===============================)
;(zahod ot centra)
;(===============================)
G01 X0 Y0 Z100 F100
G16
g01 X+R6/2 Y270+R5
g01 Z0 F100
;(===============================)
;(paralellogramm)
;(===============================)
G16
G91
g01 X+R7/2 Y0+R4 RND=R1
g01 X+R6 Y90+R5 RND=R1
g01 X+R7 Y180+R4 RND=R1
g01 X+R6 Y270+R5 RND=R1
g01 X+R7/2 Y0+R4 RND=0
G15
g01 X0 Y0 Z100
G90
g01 x0 y0 z100
;(===============================)
;(pramougolnik-kontur)
;(===============================)
g01 X-R20/2 Y-r21/2 Z100 F100
g01 Z0
G91
g01 X+R20 Y0
g01 X0 Y+R21
g01 X-R20 Y0
g01 X0 Y-R21
G90
g01 z100
g01 x0 y0
M02
Если в чертеже размеры обозвать: 74мм как "размер А", 65мм как "размер Б", Альфа=60, Бета=37. В R1 я запихал радиус скругления. R6 и R7 - самые интересные. Это предварительный расчет реальной длины сторон фигуры. Ну и оставил места в именовании переменных, если скругления надо будет сделать вдруг разные на разных углах, поэтому квадрат задается через R20 и R21. Ну и приписал RND на каждый уголок.
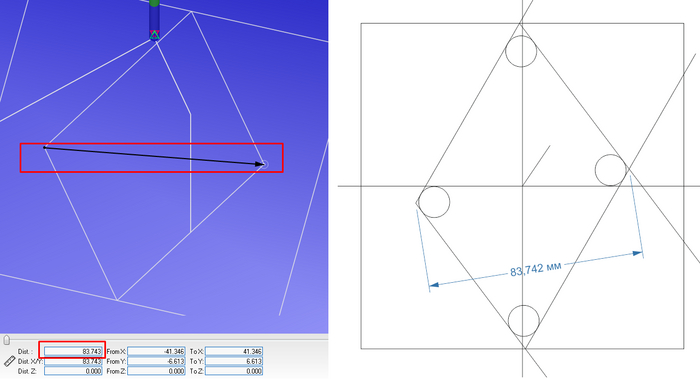
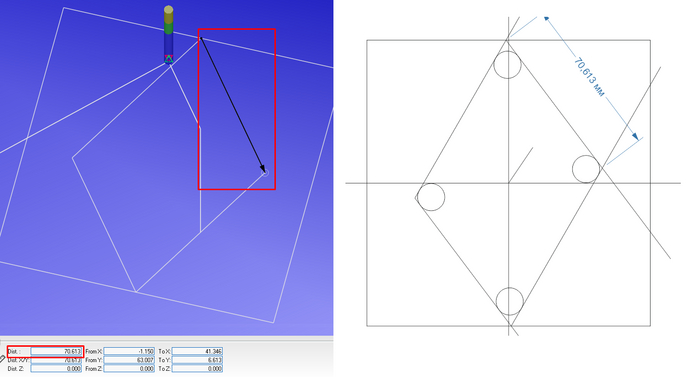
Как я не проверял (может я где не доглядел, я не знаю, я не настоящий чпушник я маску на стройке нашел), все сходится:
Разлет на микрон, полагаю что это корел мозг колупает. Он так иногда делает.
Еще на микрон.
А вот тут хорошо. И в остальных размерах, поверьте - тоже попадаю.
В целом как-то так. Тащите помидоры и тапки. Еще один из критериев проверки (видимо задающий задачу специально задал 126мм) что верхний и нижний уголки попадают четко на контур. Видимо им так быстрее было проверять - попал молодец, а нет дак сразу иди нафиг. Так что вот. Как и обещал в письме @Amir88 - решил в общем виде. Играясь с параметрами можно любые паралелограмы теперь пилить. Утрамбовать все это добро в цикл заглубления я думаю не составит труда. На крайний случай почитать посты @Enot11rus
Привет коллеги. В Москве, в СВАО или поблизости. Посоветуйте организацию где можно официально апнуть разряд. С 5 на 6. И если знаете то соорентируйте по ценам. Спасибо!
P.S как я понял уже х..н я получу 6-разряд. Операторы станков с ПУ 6-разряда которые работают у нас, получили когда то-как то. Сейчас ЦПК и т.п. Выше 5-го не дают.
Выбесила сегодня стойка Fanuc. Волею судеб пришлось поработать на стойке Fanuc. Чтобы было понятно, объясню, работаю на современном Сименсе. Так как знаю данную систему довольно хорошо, думал что разобратся не составит труда. Куда там! Кривой перевод, непонятные сокращения, НЕинтуитивные переходы в меню и в интерфейсе. Знания и подходы помогающие мне решать довольно замысловатые задачи через Сименс, оказались если не полностью то в большинстве своем не состоятельными.
Под какой точкой зрения рассматривать данную систему и как правильно строить подход к обучению? На что стоить обращать внимание в первую очередь? В чем основапологающее различие между Синумерик и Фанук?
Прошу отнестись с пониманием, и помочь встать на верную тропу к покорению Фанука.
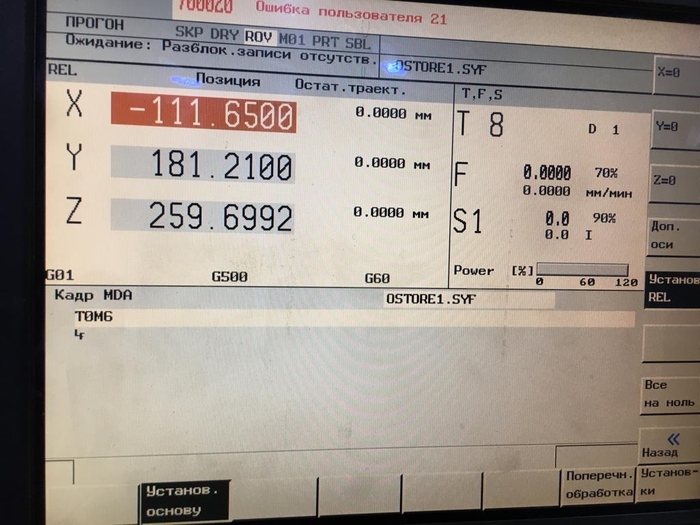
Приветствую вас Чпушники! Выручайте!Требуется помощь с Siemens 802d. А конкретно смена инструмента на фрезере. Купили б/у фрезер чпу Ieaderway v-450. Предыдущий хозяин никогда не пользовался сменой инструмента, поэтому пришлось весь механизм снять, отмыть и собрать заново. В режиме наладки магазин (зонтик) вращается. На пневмораспределителе принудительно кнопками зонтик перемещается как туда, так и обратно. На экране всегда инструмент номер «8». В режиме «mda” не отрабатывает команду смены инструмента (T1M6). Команду Т0 также не отрабатывает. Пишет «Ошибка пользователя 21». Я сам хорошо Fanuc знаю, а сименс, на уровне оператора!) Может у кого есть похожее оборудование, подскажите что делать, пожалуйста!
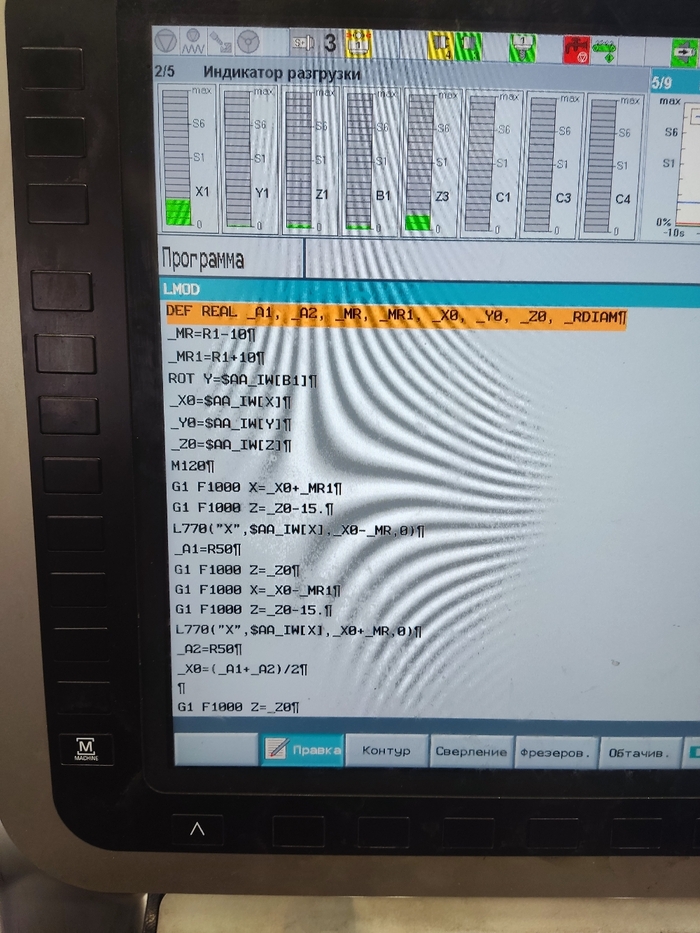
Привет всем неравнодушным к теме ЧПУ. А именно к Siemens Sinumerik 840.
Основная цель начертить данный элемент, именно “ромбик”, опираясь только на эти данные/размеры, используя только построение кривых в ПО со стойки Sinumerik840 (Siemens)
Я лично уже голову свернул но толком не придумал как достичь этой фигуры. Я топлю за то, что данных не достаточно для построения этой фигуры со стойки. Но если это возможно… поделитесь хитростью, приемом, заклинанием как корректно отрисовать энную фигуру.
PS: Камы и Кады не рассматриваются принципиально, так как там это очень элементарно.
Сам никогда не зажимал ни знания ни опыта, делился, учил, наставлял всему что сам знаю всех у кого было желание. Надеюсь на понимание и профессиональный азарт коллег.
С наступающим! Острых фрез, и ровного стола! Успехов!