1 окалина и ржавчина как нождак а значит тупит лерку - гадо протачивать верхний слой всегда и не только на резьбу и на шайбочках тоже..
2 снять надо не меньше 10% от шага резьбы в твоем случае это от 0,12 до 0,20 мм ..
Если правильно проточил то резьба на прутке будет в смазке а не сухая.. И да, можно протачивать , летать на оборотах 630 и большой подаче именно ОТ патрона к задней бабке
3 новую лерку ставь сначала маркировкой лицом к себе ...
4 лерки типа 9хс дешевые но и ресурса нет- бери типа р6м5 или дорогие р18 но если пруток будеш протачивать то и 9хс работает..
5 мазать хорошо растительным подсолнечным или соевым масло , кто то мажет салом ..
Ситуация такая: устроился работать в декабре на завод, первые 3 месяца стипендия, то есть доплата на период обучения, дальше сделка. Инструмент не дают, работать нечем! Я уже заколебался покупать плашки в магазине! То, что выдают можно выбросить в чермет, резьба выходит ужасная! Как я буду работать на сделке? Покупаю новую плашку м8×1.25, резьба получается отличная, но через 130 деталей её нужно менять. Говорю мастеру, он приносит металлолом из соседнего цеха. Сказал начальнику цеха, что купил в магазине пару плашек, он сказал, что у них такое не оплачивается. Могу точно сказать, что это не у меня руки кривые, а дело в убитом инструменте. Вы бы уволились? Мне есть куда идти и чем заниматься! Работа мне нравится, я бы не стал увольняться, но это какое-то безумие! Режу 4 шпильки, 3 выбрасываю в чермет, у четвертой резьба не более-менее ничего, вырвано всего 2 витка, главное, что не подряд.
Справа хорошая, слева три сами видите какие получились. В принципе если постараться, то можно накрутить гайку, но лучше сдрлать хорошо, а не вот так вот!
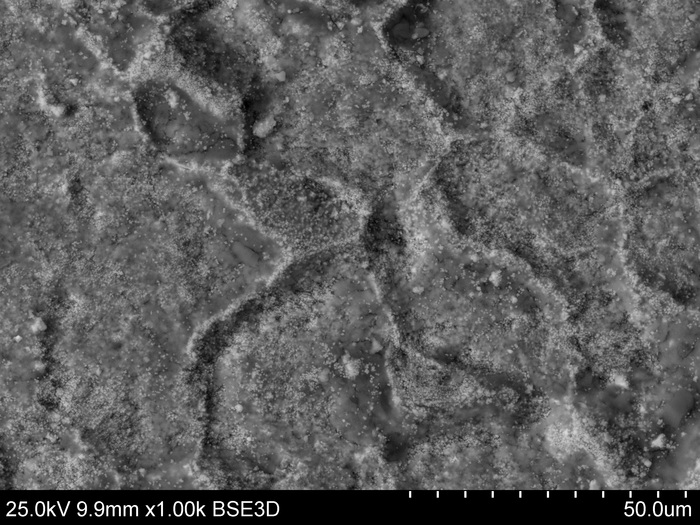
Поверхность образца после электроэрозионной обработки при максимальном воздействии импульса
В современной промышленности постоянно ужесточаются требования к качеству металлических изделий. Особенно в авиастроении, где сегодня внедряют жаропрочные сплавы нового поколения. Они повышают устойчивость конструкций к высоким температурам, увеличивают срок их службы и циклическую долговечность. Однако обработка таких материалов стандартными механическими методами осложнена их твердостью. Решением может стать применение проволочно-вырезной электроэрозионной обработки. Она основана на получении детали нужной формы и размера за счет электрических импульсов. При внедрении такого способа в производство важно понимать, как именно он воздействует на тот или иной материал. Ученые Передовой инженерной школы ПНИПУ экспериментально исследовали особенности образования дефектов на поверхностном слое при обработке изделий из нового жаропрочного никелевого сплава, который широко используется в авиационной и космической промышленности. Полученные результаты позволят получать промышленные авиационные изделия с высоким качеством поверхности и повышенной устойчивостью к нагрузкам.
Статья опубликована в журнале «Обработка металлов», 2025 год. Исследование выполнено за счет гранта Российского научного фонда (№ 23-79-01224).
Жаропрочные сплавы нового поколения — это современные материалы, обладающие повышенной устойчивостью к высоким температурам, внешним нагрузкам и окислению, что делает их незаменимыми в высокотехнологичных отраслях, таких как авиастроение и энергетика. При этом их твердость сильно влияет на точность обработки изделий механическими способами. В процессе резания быстро изнашивается инструмент и выделяется большое количество тепла, из-за чего страдает качество итогового продукта.
В качестве альтернативного метода эффективна проволочно-вырезная электроэрозионная обработка. Это распространенная сегодня технология, которая позволяет создавать детали сложных форм и разных размеров. По заданной программе проволока под действием электрических разрядов плавит материал и формирует нужный контур на металлической заготовке.
Технология подходит для сплавов любой твердости. Однако в процессе воздействия на металл кратковременными импульсами на поверхности образовывается наружный белый слой. Он обладает совсем другими значениями твердости по сравнению с основным материалом. На нем могут собираться остаточные напряжения, возникать трещины и другие поверхностные дефекты, которые в дальнейшем способствуют разрушению всего изделия. Величина дефектного слоя зависит от применяемых режимов обработки. Поэтому важно исследовать, как они влияют на его формирование и на качество поверхности.
Ученые ПИШ Пермского Политеха экспериментально исследовали особенности электроэрозионной обработки жаропрочного никелевого сплава ВВ751П и установили условия, влияющие на качество получаемого слоя и образование дефектов на поверхности образцов.
Сплав ВВ751П особенно широко используется для изготовления деталей авиадвигателей, таких как лопатки турбин, диски компрессоров, других элементов, работающих в условиях высоких температур и механических нагрузок. Его применение увеличивает срок службы и повышает надежность деталей.
В ходе экспериментов политехники изготовили несколько образцов разной высоты (10 и 15 мм) и выполнили их обработку при минимальном и максимальном времени воздействия электрического импульса (21 и 30 микросекунды). Затем детально исследовали поверхностный слой образцов.
– Мы установили, что при проволочно-вырезной электроэрозионной обработке величина дефектного белого слоя остается стабильной на обоих режимах и составляет 10 микрометров. Изменение параметров почти не сказывается на глубине его образования. Однако происходят изменения в его структуре и параметров шероховатости. Так, при кратковременном действии импульса (21 микросекунды) поверхностных дефектов в виде пор и трещин нет, но при увеличении энергии импульса (30 микросекунды) материал плавится интенсивнее и формируются различные неровности и микротрещины, – объясняет Тимур Абляз,директор Высшей школы авиационного двигателестроения ПНИПУ, кандидат технических наук.
Политехники отмечают, что от высоты заготовок также зависит качество поверхности. С ее увеличением от 10 до 15 мм образование микротрещин происходит интенсивней вне зависимости от мощности режима, и их размеры достигают в длину 50-60 микрометров. Значения шероховатости также увеличиваются в зависимости от высоты образца от 1,62 до 3,4 мкм по параметру Ra (один из ключевых показателей для оценки и контроля шероховатости поверхности).
Таким образом, результаты показали, что добиться бездефектного верхнего слоя с низкими значениями параметра шероховатости можно, контролируя подачу энергии электрического импульса и высоту самих заготовок.
Ученые ПИШ Пермского Политеха исследовали условия электроэрозионной обработки жаропрочного никелевого сплава нового поколения. Выявленные особенности позволят создавать промышленные авиационные изделия более высокого качества и с лучшей устойчивостью к внешним нагрузкам.
Мангальная зона. Резал металл на плазме. Рисовал в Компасе. Варили вместе с напарником. Обшита доской ДПК. Красил сам краскопультом.
Организатор свадьбы захотел такую штуку.
То что получилось. Этот заказ был без покраски, поэтому итогового вида нет.
Тоже на свадьбу.
Вроде похоже.
Качель.
Обувница домой из обрезков, а то сапожник без сапог выходит)
Мангал с печью под казан. Мне вообще не понравилась задумка, я бы всё по-другому слелал, но это желание заказчика. На заднем плане станок плазменной резки.
Заказчик попросил скрыть приямок с насосами возле бассейна.
Здоровый шкаф из трёх секций. Разборный.
Накладка на решётку радиатора квадроцикла.
Каркас тента на прицеп. С пандусом для заезда квадроцикла.
Очаг для костра. Спорная конструкция. Пока новый - ок, а потом все эти сеточки отгорят. Хотя прошло уже пол года, жалоб нет. Ну и сетку можно заменить при желании - выполнена съёмной.
Просто шкафчики
Подстолье. Вес порядка 200 кг)
Итоговый вид. Кстати столешница тоже около 150 кг)
Каркас лестницы. Покраска черновая, ибо в доме ещё идёт ремонт. Потом будет перекрашиваться.
Твердосплавная пластина для токарных резцов по металлу предназначена для наружного и внутреннего точения. Сменный режущий элемент устанавливается на токарный резец. Твёрдый сплав YBC251 – наиболее универсальный сплав серии YBC. Используется для широкой области, начиная от чистовой и заканчивая получерновой прерывистой обработкой углеродистых, легированных сталей и стального литья. Ссылка на пластины
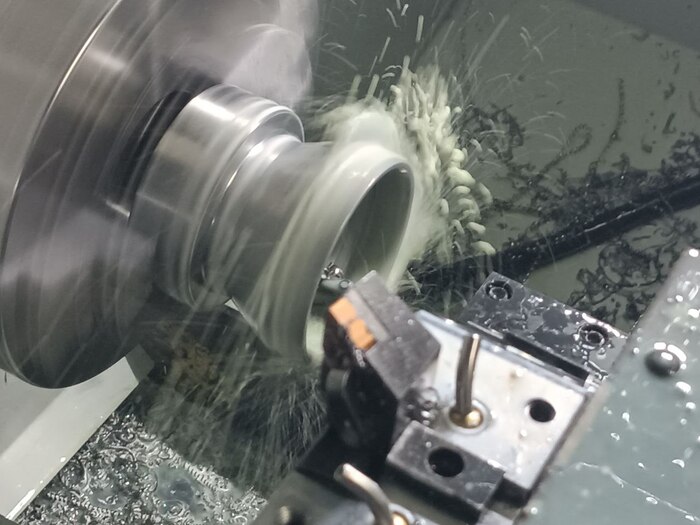
Какой же кайф иметь своё оборудование... Прям вот когда оно всё своё. Надо тебе сделать по проекту зубчатое колесо, пажалста. ЧПУ-токарничек навалил заготовок:
Зубофрезерок нарезал зубьев:
Серёдку потом на токарнике-универсале вынул, на прессе собрал, на лазерке отмаркировал:
Надо тебе по проекту сделать так, чтобы с одной стороны железяка была шлифованая, а с другой - крашеная, да не вопрос. На плоскошлифе сделал размер и плоскость, собрал, на плоттере вырезал маски:
Отпесочил, напылил порошковку, запёк. Шикарно:
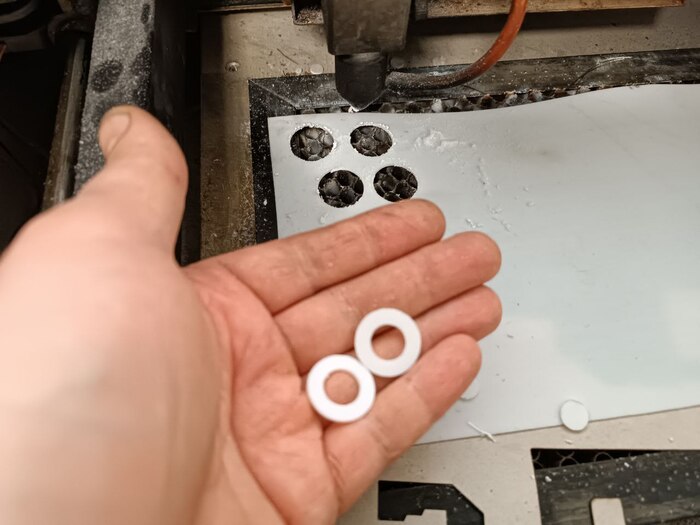
Надо прокладок? Не едешь в магазин, а просто на лазерке пыщ-пыщ, готово:
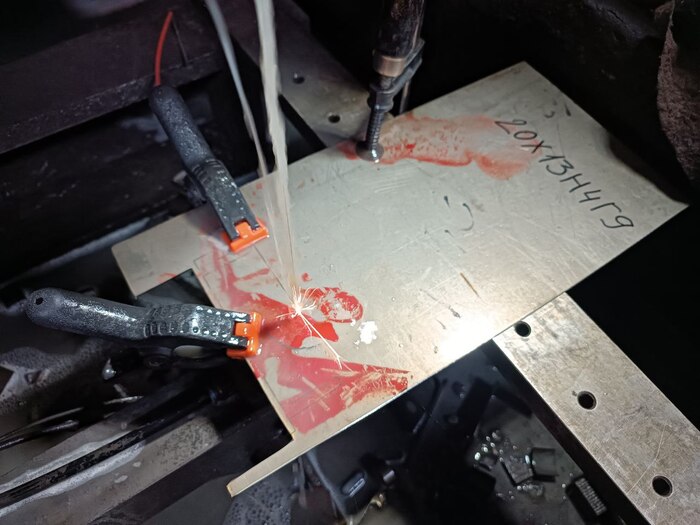
Надо зхитрой формы железку - разделал кусок листа на ручном плазморезе
А потом на эрозии вырезал
Ну как-то так. И вот вам работа в одни щщи на пяти станках одновременно:
А если кому это всё в онлайне прям интересно - в профиле ссылочка на телегоканал. Только сразу извинюсь... короче, рекламы там нет. И политоты. Чистое металлоёбие.