

Красота то какая, лепота!




Показать полностью
4
Вначале сварочный аппарат (СА) немного, вполне успешно, применялся в
гараже для мелких сварочных работ. После транспортировки на дачу, при его работе, произошло КЗ и как оказалось, из - за дефектов сборки. Простая замена неисправных элементов к успеху не привела , СА коротил после короткого времени работы.
В рекомендациях по ремонту в Интернете предлагали менять трансформатор развязки Т1. (Автор предположил, что после КЗ материал магнитопровода Т1 стал, или уже был, магнито-мягким . В дальнейшем это подтвердилось ). Решил, автономно размагнитить Т1, путем подачи переменного тока 50 Гц по схеме (220В-ЛАТР-ТР220/12-ЛН12В/20Вт от 0 до 1,5А и до 0 ) т.о. произвел несколько циклов размагничивания Т1, эквивалентная индуктивность первичной обмотки Т1 оказалась, примерно равной 0,3-0,4 мГ с магнито-мягким магнитопроводом. (прим. Трансформатор из схемы не выпаивался).
Еще раз произвел замену несправных элементов. После включения СА через ЛН 220В/300Вт обнаружил нагрев радиаторов силовых ключей. Осциллографирование показало наличие положительных импульсов на затворах ключей в момент обратного хода (ключи закрыты), т.е. происходило паразитное открытие ключей в момент, когда они должны быть закрытыми. (Прим. из теории известно, что в индуктивных цепях, площади положительных и отрицательных импульсов равны)
Если рассмотреть первичную обмотку Т1 относительно +15в, то в момент прямого хода (Ключи открыты) на контакте Т1.1 напряжение -15В, в магнитном поле Т1 накапливается ЭМ энергия. В момент обратного хода (Ключи закрыты) происходит отдача ЭМ энергии в перезарядные конденсаторы С31 и С26, при этом напряжение ограничивается диодами D24,D22 на уровне +20В, после этого начинается разряд и возможен перезаряд емкостей (+ок20нФ) затворов силовых ключей через индуктивность Т1 (+Сз и L1 образуют колебательный контур Т=2π√LC).
Примечание: Величина индуктивности Т1 крайне важна для накопления достаточного количества ЭМ энергии для перезаряда емкостей затворов (с + на -) силовых ключей, в момент закрытия ключей (Чем больше L тем меньше ЭМ энергии. При малой ЭМ энергии, амплитуда положительного импульса Т1.1, в режиме ХХ, будет меньше 20В).
Целью данной работы является предложение схемы - блока шунтирования перезаряда емкостей затворов при закрытых ключах (См.Ч10) ).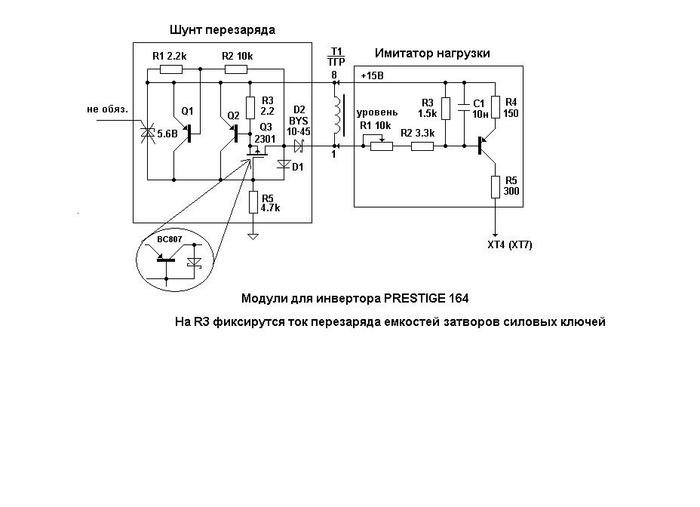
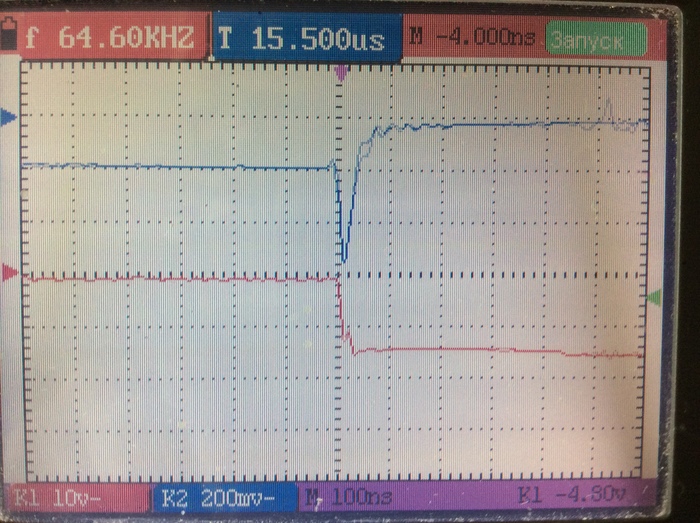
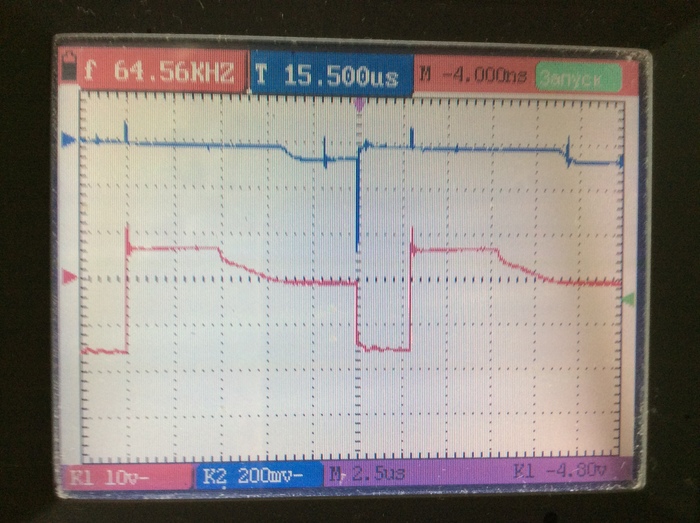
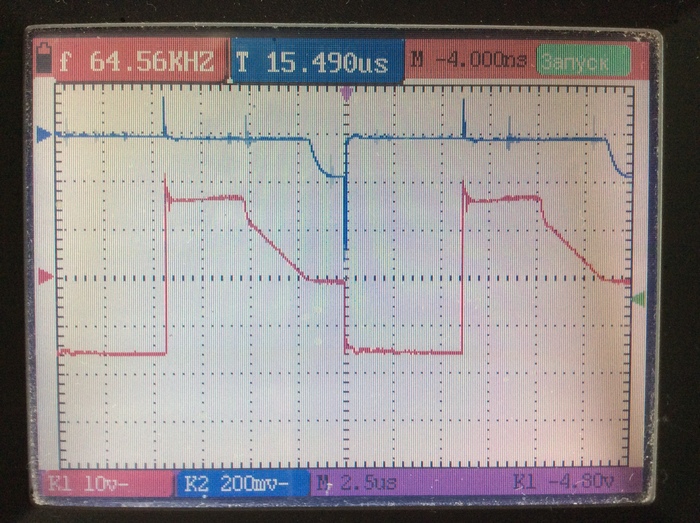
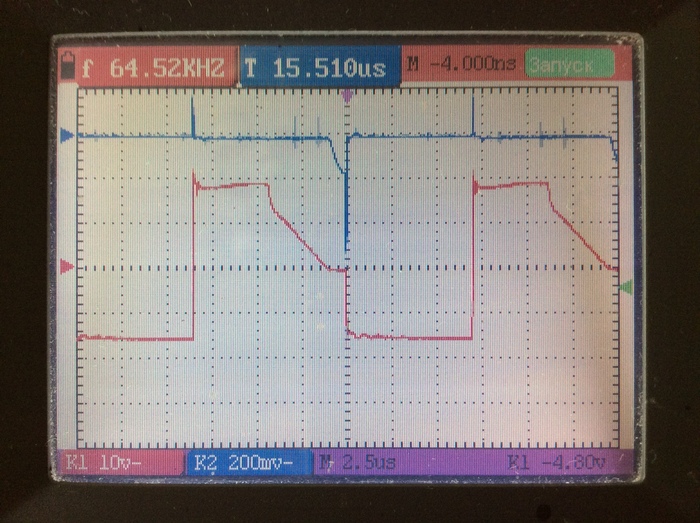
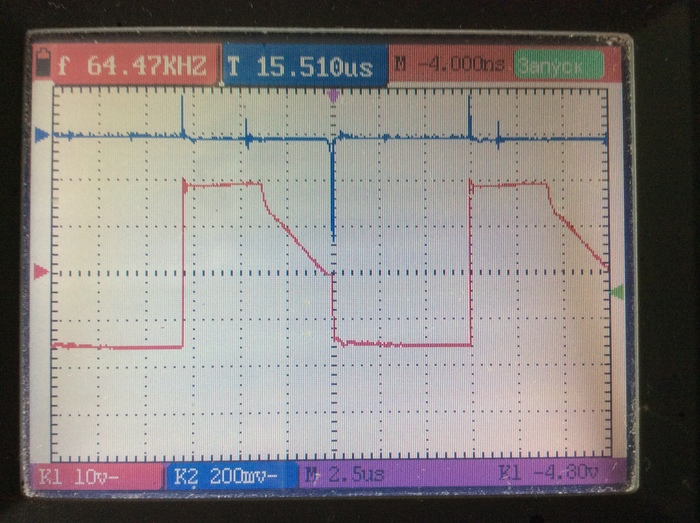
Ток перезаряда не более 100мА (см.Ч13…17. Верхняя осциллограмма - напряжение на R3, нижняя –на Т.1.1), этот ток, через диод D2, транзистор Q3 и резистор R3 замыкается на +15В, создавая падение напряжения на всех элементах не более 1В (напряжение открытия ключей ок. 5В). При появлении напряжения -15В на Т1.1 транзистор Q3 закрывается. В переходной момент ток шунтирования ограничивается уровнем 300мА см. Ч17 (схема ограничения тока транзистора Q3 –элементы схемы Q2, R3).
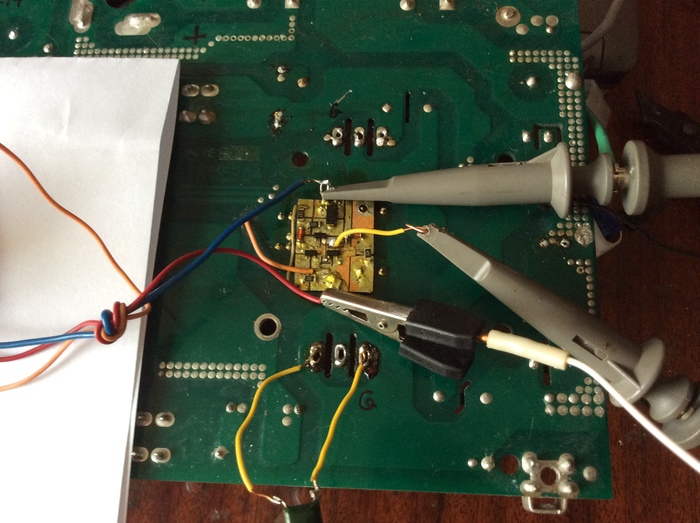
Плата шунтирования впаивается непосредственно к выводам 1,6,8 трансформатора Т1 см. Ч12. Перед исследованием силовые ключи были выпаяны, а затворные емкости имитировались внешней емкостью 20нФ одного ключа хт20,хт18. На конденсатор С18 подавалось постоянное напряжение 24В от внешнего источника в соответствующей полярности.
2.Далее, исходя из особенностей композитных полевых ключей, которые при определенных условиях могут самовключаться, учитывая, что самовключение мало вероятно одновременно двух ключей, предлагается схема автоотключения ШИМ (U1) устройства при КЗ одного из ключей (см. Ч20).
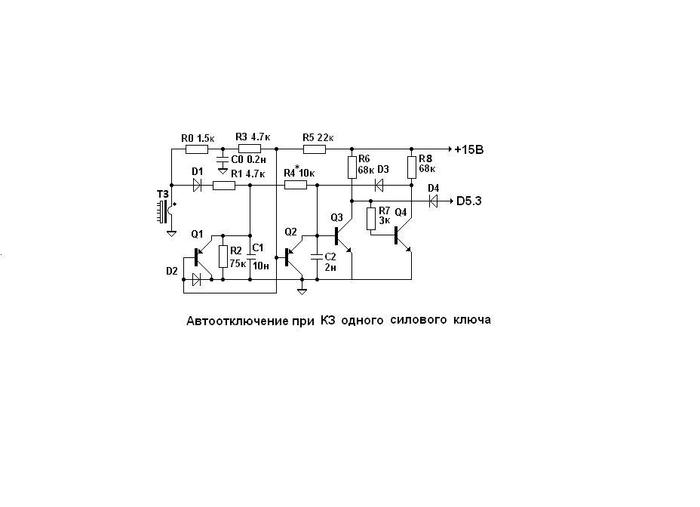
При нормальной .работе на первичной обмотке силового трансформатора Т3 формируется знакопеременное напряжение (см. Ч24). Но, ежели, в момент прямого хода, один из ключей закоротится, то при обратном ходе обмотка трансформатора будет закорочена через диод обратной перекачки D14илиD31 и обратное напряжение будет очень малым. Этот факт используется в схеме автоотключения.
Для получения управляющего сигнала на боковой магнитопровод силового трансформатора наматывается 2 витка изолированного провода которые подают сигнал в соответствующей полярности на схему автоотключения. Во время прямого хода конденсатор С1 заряжается до 1..1,2В ( определяется стабилизирующими свойствами р-п переходов транзистора Q1и диода D2). В момент обратного хода, если величина отрицательного импульса достаточна, конденсатор С1 и также С2 разряжаются. Фильтр нижних частот (R0,С0) защищает цепь разряда от импульсных помех. Если же, разрядный импульс отсутствует или мал, то конденсатор С2 зарядится до напряжения открытия транзистора Q3 и триггерная схема Q3-Q4 «опрокинется». В результате срабатывания триггера, генератор ШИМ блокируется и загорается светодиод «ПЕРЕГРУЗКА». Состояние перегрузки будет до снятия напряжения питания СА и разрядки внутренних емкостей блока питания СА. В дальнейшем, питание на СА можно подавать только через ЛН 220В/300Вт. После, возможно самовосстановление работы или повторное отключение СА. (Данный режим детально не исследовался в силу отсутствия факта).
Примечание. Фактически, исследуемый СА включается через ЛН 220В/300Вт. ЛН эакорачивается через контакты 3х фазного реле с 5А контактной группой. Контакты реле включаются параллельно. На момент сварки, реле включается кнопкой на ручке держателя электродов сварки. Для безопасности, необходимо соблюдать фазировку, чтобы на проводах управления не было прямой фазы.
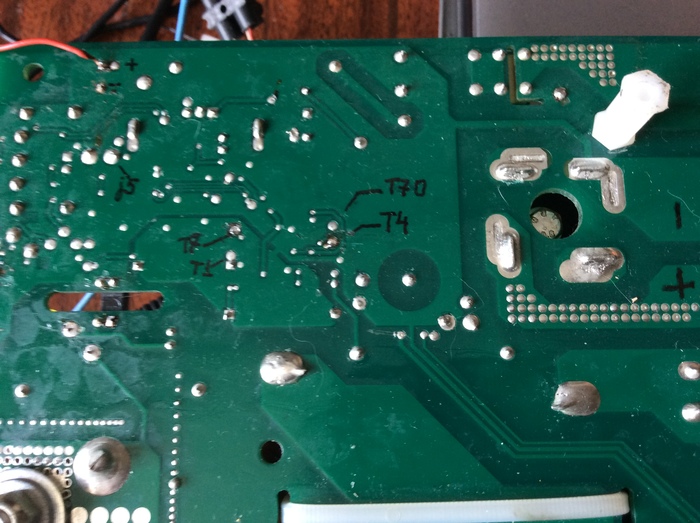
3. Дополнительно был установлен датчик температуры радиатора на радиатор одного из силовых ключей см.Ч3.2. За основу датчика взят герконовый противопожарный датчик с температурой срабатывания около 600С. Тепловые кольца датчика аккуратно обрезаются, его магнитная часть с помощью медного хомутика соединяется с жестяной полоской с пазом в средней части. Паз в полоске служит для перемещения датчика, чем регулируется его чувствительность. Датчик теплоизолируется от внешней среды (Ватный тампон). Датчик электрически последовательно соединяется с датчиком ST1 силового трансформатора Т3.

4.В качестве источника питания был использован внешний безтранформаторный преобразователь напряжения(50Гц) ≈220В/=12В/0,2А, который подключался непосредственно к конденсаторам С21,С22 блока питания СА. Чтобы не нагружать стабилитрон D36, его надо выпаять.( D36,R55,R37 можно использовать в других целях).
Желаю удачи!
Добрый день, коллеги. Решил сделать себе розетку для подключения п/а с кабелем на 16 квадратных мм, но возник вопрос - где найти ее, чтобы в клеммы влез столь толстый кабель. Сталкивался кто с такой проблемой? Аппарат однофазный. Будет идти 2 жилы на 16 и одна на землю на 6.
После очередной сварки вышел из строя сварочный аппарат Ресанта САИ 190. При вскрытии не обнаружил видимых повреждении. Беглая проверка силовой части мультиметром показало КЗ по цепи высоковольтных конденсаторов. Оказалось, что пробиты 3 силовых транзистора из 4-х (рисунок ниже).
После выпайки силовых транзисторов КЗ по цепи конденсаторов исчезло.
Также в обрыве керамический резистор 51 Ом 12 Вт. Далее не проверял. В просторах интернета указано, что это типовая неисправность сварочных аппаратов Ресанта, но нет информации о причине возникновения неисправности. Как быть и куда копать?
Просьба не предлагать отнести в ремонт, уж дороговато это.
Привезли на днях апарат на ремонт, с диагнозом: не варит. Горит защита. Выглядит апарат вот так:

Вскрываю а тут такое:



Видимо байонет гнездо было плохо затянуто, контакт плохой, прогрелось и выжгло гнездо. Сварщик в полевых условиях сделал как смог. Но плюсовой клемм коротит на корпус. Из-за этого видать и входит апарат в защиту.
Морали нет. Просто забавный ремонт.

В описании на сайтах на этот аппарат обычно целая портянка.
Но много слов с единственной целью - скрыть то, что аппарат - барахло!
Радиаторы транзисторов размером со спичечный коробок а это значить что непрерывно работать можно секунд 30-60. Дальше -перекур, охлаждение.
Из ремонтов вылазить не будет.
Не ведитесь на сварочные инверторы "карманного" формата.
Прикольно, не спорю, но - бестолково! Это не инструмент , а игрушка для детей младшего, среднего и старшего пенсионного возраста.
Всех приветствую, обычно тут сижу сугубо для развлекательных целей, но настал момент воззвать к силе пикабу. Насколько я понимаю, нужно вставить "ЭТО МОЙ ПЕРВЫЙ ПОСТ, НЕ КИДАЙТЕСЬ ГУАНОМ(чем там кидаются пикабушники? блин, уже провалил тест)". Так вот, время от времени мне хочется что то поделать своими ручками, иногда даже получается не совсем криво-косо). И собственно вопрос - чем сваривают между собой металлические прутья в вот такой вот мебели

Я (наверняка) понимаю, что это делается не сварочным электродным инвертором, мне кажется что это какая то точечная сварка или хз, в этой теме мало разбираюсь. Беглый поиск по гуглу с вопросом точечная сварка - выдаёт такие вот штуки

но закрадываюся сомнения, что это то самое. Хотелось бы что то довольно портативное и за не большие деньги. Кто разбирается, прошу помощи
P.S. Забыл добавить, что хоть периодически и люблю что то поделать, но всё же я ленивая жопа, и интересует сварка, не оставляющая за собой кучу говна. Ведь наверняка технологии изменились и люди наверняка что то такое удобное придумали, что б без шлака, касок и танцев с бубнами.




