Т9, плазменный телевизор, ГАИ - канули в историю 15-20 лет назад, но у людей до сих пор возникают фантомные боли, и они думают, что всё это до сих пор существует, и что они с этим как-то взаимодействуют.
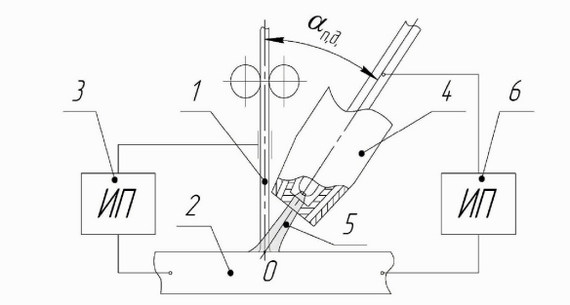
Пояснение к картинке: Схема способа плазменной сварки и наплавки. 1 - присадочная проволока. 2 - изделие. 3 - источник питания проволоки. 4 - плазматрон. 5 - плазменная дуга. 6 - источник питания плазматрона.
Сегодня 3D-печать активно применяется в космической, автомобильной и авиастроительной отраслях. Технология послойной плазменной наплавки позволяет изготавливать металлические изделия с высокой производительностью и качеством при относительно небольших затратах. Плазменная дуга за счет плавления присадочной проволоки формирует слои металла нужной толщины и формы. Существующие способы такой наплавки имеют свои недостатки, которые приводят к внутренним дефектам изделия. Ученые Пермского Политеха разработали новую технологию плазменного выращивания, которая повышает стабильность работы и качество получаемых заготовок. Эффективность аддитивного формирования ответственных металлических изделий в различных отраслях промышленности выходит на новый уровень.
На изобретение получен патент (№2815524). Исследование выполнено в рамках программы стратегического академического лидерства «Приоритет 2030».
Плазмой называется сильно ионизированный газ. Для его получения используется специальное устройство – плазматрон, который формирует высокотемпературный (20000 – 25000 градусов) электродуговой разряд в виде плазменной струи, расплавляющей основной металл и присадочную проволоку. Перемещая плазмотрон по заданной траектории, например, роботом, осуществляют послойную наплавку металлического изделия. Такую технологию можно применять и для восстановления изношенных деталей, и при изготовлении новых деталей с необходимыми свойствами рабочих поверхностей, такими как жаропрочность, износостойкость, коррозионная стойкость.
Существуют разные способы выращивания изделий такой технологией. Они отличаются источниками питания, расположением электрода и плазматрона относительно обрабатываемой поверхности. Но они не всегда позволяют получить качественный результат. Например, при сложной траектории наплавления нарушается геометрия формируемого материала, появляются дефекты. В некоторых случаях нарушается формирование наплавляемых слоев из-за большого теплового воздействия.
Ученые Пермского Политеха разработали способ сварки и наплавки, в котором металлическая проволока подается перпендикулярно к поверхности изделия, а ее нагрев осуществляют за счет протекающего по ней тока и воздействия плазменной дуги, направленной под острым углом к поверхности. Используются два источника питания: для плазматрона и для прохождения тока.
– Наш вариант обеспечивает высокую производительность процесса при минимальном проплавлении и перемешивании металлов. Позволяет использовать электродную проволоку различного диаметра, широко регулировать толщину наплавленного слоя и накладывать швы по сложной траектории, что особенно важно при трехмерной наплавке заготовок любой формы. Также повысилась устойчивость всего процесса, разбрызгивание присадочного металла устранено, – поделился заведующий кафедрой «Сварочное производство, метрология и технология материалов» ПНИПУ, доктор технических наук Юрий Щицын.
Политехники проверили технологию для различных металлов, например, наплавив стенки из алюминиевого сплава толщиной 11 мм. Анализ образцов показал, что металл, полученный разработанным способом, имеет благоприятную структуру и не содержит внутренних дефектов. Сам процесс отличается высокой стабильностью и производительностью.
Разработка ученых ПНИПУ дает возможность создавать высококачественные наплавленные слои различной толщины и металлические заготовки изделий различной конфигурации с высокими эксплуатационными показателями из высоколегированных сплавов и цветных металлов. Способ уже планируется к использованию на машиностроительных предприятиях специального назначения.
Ученые зарегистрировали на Солнце вспышку самого высокого класса - Х. Вспышка такого класса стала второй за неделю, согласно данным мониторинга космической погоды Института прикладной геофизики (ИПГ).
"5 мая в 09:01 мск в рентгеновском диапазоне в группе пятен 3663 (N24W22) зарегистрирована вспышка X1.3 продолжительностью 20 минут", - говорится в сообщении ИПГ.
Кроме того, зафиксированы три вспышки класса М.
Последняя вспышка класса X произошла 3 мая.
Солнечные вспышки в зависимости от мощности рентгеновского излучения делятся на пять классов: A, B, C, M и X. Минимальный класс A0.0 соответствует мощности излучения на орбите Земли в 10 нановатт на кв м. При переходе к следующей букве мощность увеличивается в 10 раз. Вспышки, как правило, сопровождаются выбросами солнечной плазмы, облака которой, достигая Земли, могут провоцировать магнитные бури.
Ученые Сколтеха нашли способ улучшить углеродные электроды твердооксидного топливного элемента, встроив в их кристаллическую решетку атомы кислорода и азота.
Как поясняют авторы исследования, углеродный материал положили на специальный лабораторный столик и подали постоянный электрический ток при низком давлении. В результате между поверхностью столика и электродом образовалась холодная плазма температурой около 50 градусов, состоящая из высокоэнергетических электронов и относительно холодных неионизированных молекул газа.
Обработка плазмой в течение примерно десяти минут позволила нам легировать углеродный материал — встроить кислород и азот в его кристаллическую решетку. Кислород и азот более активны, нежели чистый углерод, а поэтому топливо быстрее реагирует с такими усовершенствованными электродами и быстрее окисляется, за счет чего достигается более качественная и стабильная выработка энергии.
— Станислав Евлашин. Старший преподаватель Центра технологий материалов Сколтеха.
По словам Станислава Евлашина, обычно с той же целью на поверхность углерода наносятся частицы оксида рутения или платины. Однако эти материалы существенно дороже, а взаимодействие с ними требует отдельного сложного этапа постобработки. В то же время метод обработки холодной плазмой быстр и недорог при сравнимой эффективности.
В рабочем состоянии плазма, циркулирующая в ядре термоядерного реактора ИТЭР, будет иметь температуру 150 миллионов градусов Цельсия, что в 10 раз горячее Солнца. Магниты, окружающие ядро, будут охлаждены до -268°С.