
Замедленная съёмка работы со свёрлами и фрезами с Ali
Ссылка на свёрла, фрезы и инструменты для работы с металлом
Ссылка на свёрла, фрезы и инструменты для работы с металлом
...ну и остальное тоже.
Моча в голову ударила, и решилось сделать модель поршневого двигателя внутреннего сгорания.
Сразу отмечу, что я не специалист двигателестроения, но специалист точить штуки на станочках, а большего мне и не надо. 😄
Если вдруг появятся желающие повторить, то нам понадобятся:
-Токарный автомат продольного точения импортный
-Пруток ЛС59-1 диаметром 20мм отечественный
-Немножко режущего инструмента родом из Китаев вот этих вот
Начать решено было с коленвала, потому что максимальный диаметр прутка на доступной мне машине 20мм, а это в свою очередь ограничение на ход поршней.
Получилось что-то вроде этого:
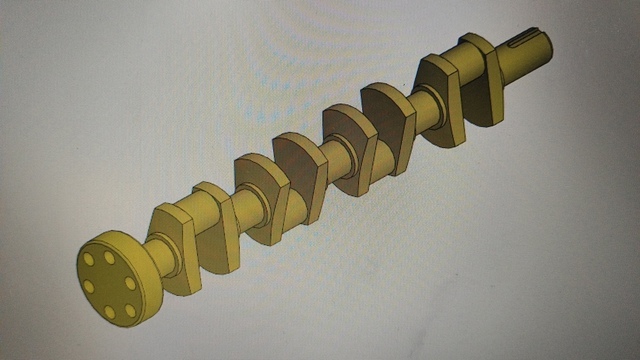
Позже было решено сделать без планшайбы и удлинить шейки на концах
Перед тем как это всё монументально городить и налаживать станок, было бы здорово сначала отработать получение эксцентрика, что я и запилил
Осторожно, берегите ушки, всё это дело очень сильно шумит
Собственно, всё получилось.
Тут используются 4 оси для перемещения: X-Y (движение суппорта), Z (поступательное движение), C (поворот).
Написано в G коде, на стойке Mitsubishi M70. Родных таких циклов у станка не завезли.
Порадовала точность получившейся поверхности: биение составило 0.003мм. Возможно даже могло отсутствовать, но, увы и ах, необходим люнет, ибо деталька длинная.
Позже было несколько часов отрисовки контуров в каде, составление уравнений для написания цикла, и в конечном итоге код на эксцентрик выглядел вот так
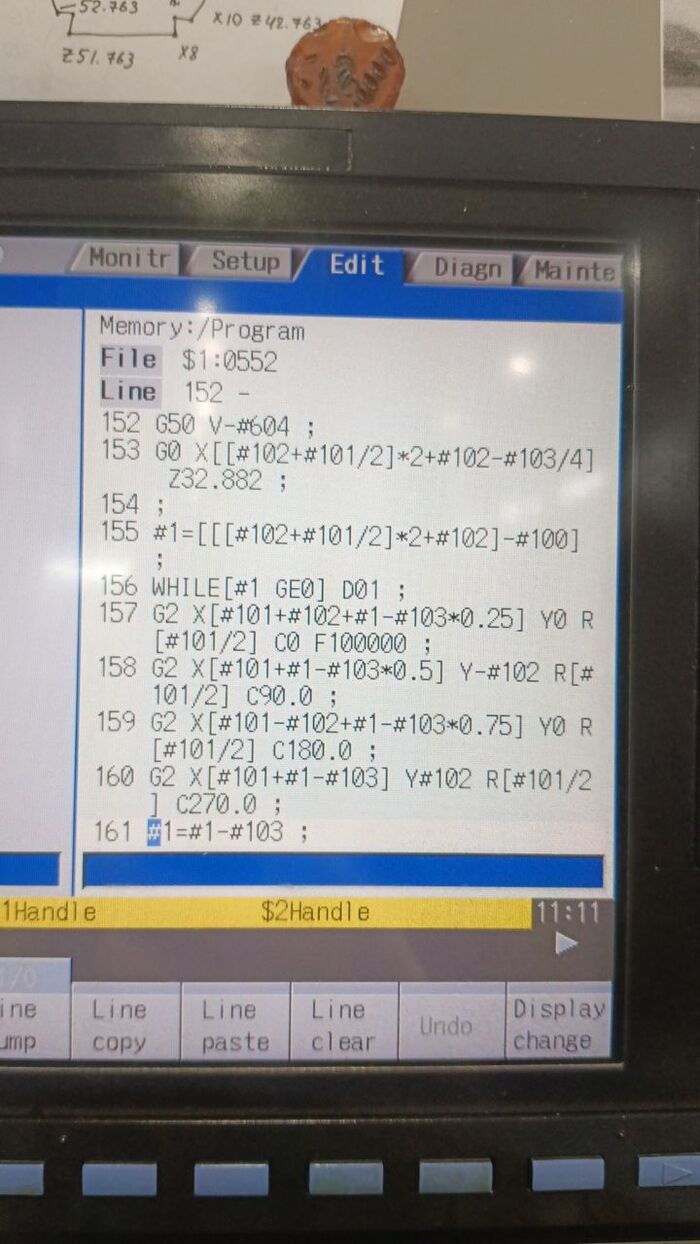
Вам не понятно что здесь происходит? Не переживайте, даже у шарящих в этом людей данное изображение способно вызвать тошноту, головную боль, диарею и т.д.
А теперь самое вкусное! После написания управляющей программы и сборки всего необходимого, механического, можно пробовать это всё точить
Как и обычно, берегите ваши ушки
Первое колено пало жертвой недописанной точки, из-за чего грани противовеса сместились на 0.180 градусов вместо 180.0
Протекавшие за кадром процессы сдабривания окружающего мира матом из-за ошибок и опечаток в коде с вашего позволения не буду показывать.
На наладку до готовой детали ушло 8 часов, исправлять пришлось много, но главное чтобы нравилось.
Собсна, чтобы сэкономить ваше и моё время я записал фрагменты работы и склеил в видосик. Смотрим!
УУУУШИИИИИИ!!1!11 ©Матвеев
Немного слесарной обработки, заусенцы, там-сям и всё, готовый продукт.

Всё, пора гасить ебальничек.
Продолжение следует!
Интересное ступенчатое сверло из быстрорежущей стали для проделывания отверстий диаметром от 4 до 20 мм. Стоит такое 197 руб. Ссылка на неё
Здрасьте, например. Поскольку я тут перманентно забанен, перед новым годом не удалось показать. Короче, была у нас тут раздача слонов и открывашек. Ну и чуток о том, как делаются эти самые они.

Сперва заготовки режутся на лазере из нержи-трёхи. Лазер не мой, поэтому схематично не показано. А вот остальное уже моё. Поэтому показано. Короче, дальше у нас галтовка. Самодельная, ессесно. Максимально шакальное фото, однако вот. Галтовка стоит в максимально засраном углу, ибо подпыливает. На крышке написано "ЕБОШ стоунвош".

После галтовки железячки получаются примерно такие:

О, дааа. Их прям много. Это я сделал десяток, ну типа парочку себе и остальные типа парням раздать. А внезапно выстроился целый ажиотаж и под 200 человек изъявило желание такую штуку получить. Ну а если уж сказал слово - так надо делать, чо.
Помимо открывашек, кстати, сделал ещё шаблоны для изготовления шкивов и измерения ремня по профилю А и Б. Но это чисто для токарей штука.
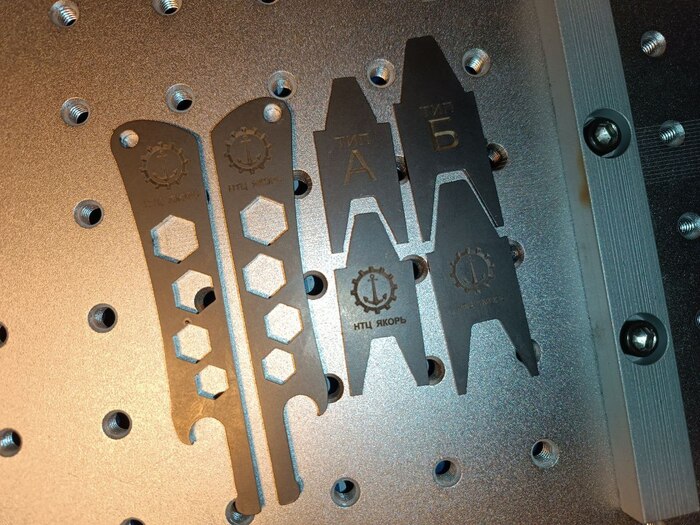
Потом, соответственно, отмаркировал это всё логотипчиком нашего металлического порнхаба с помощью приходящего студента и свежекупленного маркировочного лазера. Вроде норм.

Ну и потом упаковка и отправка желающим.

Типа того. Предвосхищая вопрос. Это не продавалось, а именно отдавалось даром. Т.е. подписчики железного онлифанса записались, я сделал, отправил. Они платили только за доставку. И то не мне, а службе доставки.
А так чо, телегоканальчик по металлизму в профиле. Там железки всякие. А рекламы и политоты нет. Всего наилучшего.
Всем привет, скажите кто нибудь подключал четвёртую ось к этому станку?
Буэнос диас, например.
Возникла у меня идейка сделать пневматический пресс под запрессовочный крепёж. Фирменные - дорогие очень (от 1 млн), а у меня не много такой работы, не отобьётся. Следовательно что? Надо сделать самому.
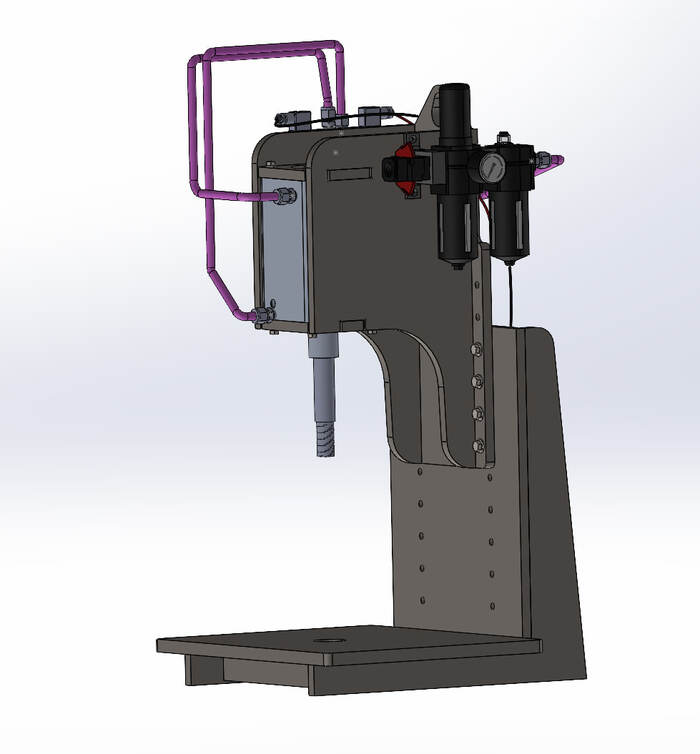
Нарисовал проектик в солиде, заказал комплектуху. Железо отправил на плазменный раскрой.
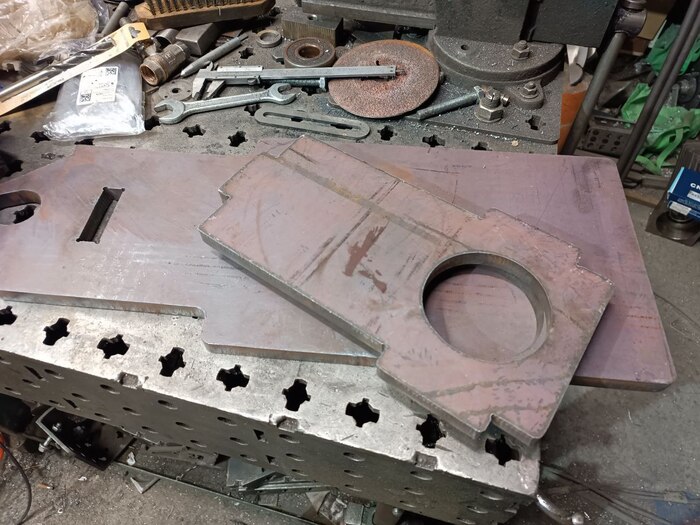
Быстренько поснимал фаски пневмофаскорезом, разметился и на сверлилку, поскольку плазм даёт не отверстия, а дырки... а рассверливать отверстия по дыркам от плазмы - не особо полезно из-за азотированной кромки.

Так, ну чо, можно начинать собирать и обваривать.

После непродолжительной сборки и сварки, железяки идут в порошковую покраску (как я делал печку - где-то в предыдущих постах). Хорошо, когда всё своё и вот оно тут прям.

Ну и - финальная сборка начисто.
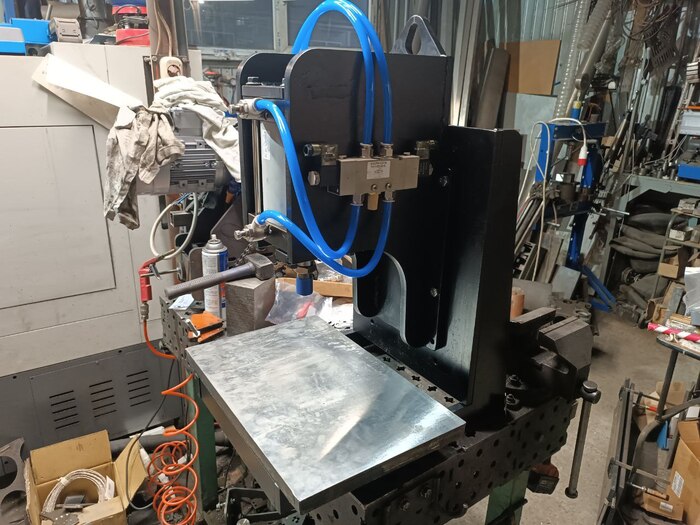
Внимательный читатель обратит внимание, что я неправильно пневматику расключил. Но потом переделал. Не переживайте.
А с другой стороны, соответственно, регулятор и фильтр.

Сейчас на нём появилась ещё распаечная коробка, из которой растёт светильник. Так оно как-то удобнее. Общая масса вышла более 130кг. По деньгам - порядка 60 тыс. Это только материалы и покупные изделия. Работу, разумеется, не считал, ибо себе оно как бы и без надобности. По расчётам прессёныш давит около тонны. По факту... ну наверное тонну и давит:
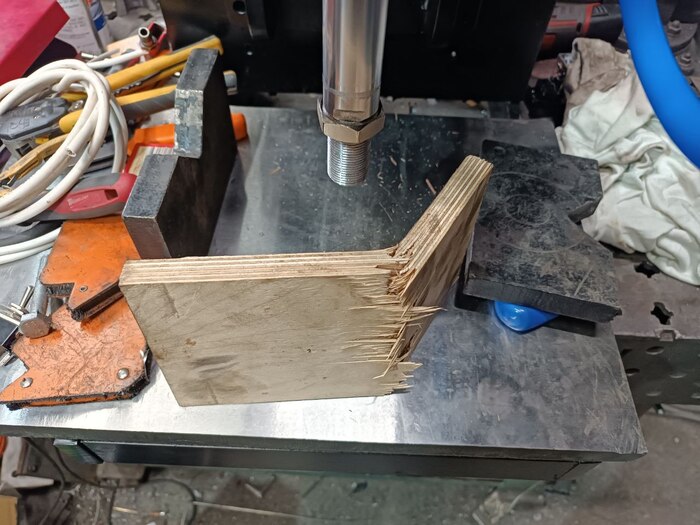
Во всяком случае, фанеру 16мм разломал.
Времени потрачено - примерно день на проектирование и подбор компонентов (это я делал ещё на новогодние), а по работе фактически один день. Но, правда, в этот же день ещё работал ещё чпу-токарник и эрозия, так что если не отвлекаться на станки - было бы быстрее.
Если кому интересно такого плана металлический порнхаб и слесарный онлифанс - в профиле ссылка на телегу. Там без рекламы и политоты. Эт важно.

Это комментировать, только портить. Социальная реклама. Интересно какая зарплата у маркетолога который её создал и на какой результат этот человек рассчитывает от такой рекламы?






