Нелегкое познание фотополимерной печати. Часть 2: Начало интересного пути
Итак, прошла неделя, а значит новые наблюдения, в прошлом посте я немного поныл о первых впечатлениях фотополимерной печати, кто не читал "тык". В этой части уже перейду непосредственно к прикладным вещам для себя, не претендую на истину и ни в коем случае не воспринимаем данную информацию как гайд.
Так вот, получив небольшой опыт в печати разных тестов, поигравшись с настройками, научился более менее печатать, отлипания от стола победил многократными пробами, ошибками и калибровками, по бумаге калибровка не понравилась, видимо моя бумажка, что нашлась не подошла к эталонной, потому взял щупы для клапанов (кто не видел, что это, фото ниже НЕ МОЕ)

Стоимость 250-350 рублей на WB, Ozon и тд.
Я ставлю Z=0 на расстоянии 0.2мм от экрана и проблему с прилипанием решил.
Следующей частой проблемой для меня стало прилипание не к столу, а к пленке на экране, тут помогла игра с временем засветки первого слоя тщательной протиркой стола перед печатью.
Но вот что не давало покоя, это промывка и досветка готовых изделий.
Кто не знаком с печатью или начинает только, то обозначу, что после печати изделия его нужно промыть в изопропиловом спирте, дабы удалить остатки смолы из пор, после чего досветить, что бы смола приняла свойства итогового изделия и не была липкой и мягкой.
Умные дядьки скажу про печать водорастворимой смолой, да, знаю, обязательно попробую, но как только закончатся ~3 кг, что получил вместе с БУ принтером.

Вот такой смолы получил 4 банки с принтером
Первые модели промывал спиртом в банке, при помощи зубной щетки, а досвечивал просто ставя на подоконник, поворачивая раз в несколько часов.
Казалось бы, решение уже есть, можно пользоваться, да можно НО...
Хочется как то автоматизировать процесс;
Хочется разместить все это в зоне печати и не бегать с непечатной моделькой в ванну, потом в на подоконник и тд.
И тут начались метания между скупостью, чесоткой шаловливых рук и желанием сделать что ни будь эдакое.
И принял решение сделать самому камеру досветки и мойку самостоятельно. Но перед каждым проектом нужно смотреть референсы. Как говорил мой преподаватель в университете по проектированию систем АПС:
Прежде чем что-то сделать нужно произвести "пиздинг" удачных идей и отбраковку худших решений
Для этого вооружился алиекспрессом, форумами и чатами печатников, докладываю результаты по "досветке" или "дозасветке": можно выделить 3 категории:
Кулибины и самоделки НО...
поиск по ключевым словам "Досветка, 3д печать, фотополимер" по родному пикабу дал пару статей и гайдов, в большинстве использую готовые решения, отдельный респект MikeSkyworker, проект просто ВАУ;
особо крупная категория граждан печатников используют лампу для маникюра;
не так много действительно интересных идей, в которых реализуется сразу и мойка и досветка в одном изделии.
Заводские решения выглядят конечно интереснее, НО...
ELEGOO, ANYCUBIC и прочие фирмы имеют готовые решения стоимостью в районе 10 т.р., какие плюсы: стильный дизайн, готовое решение, купил и радуйся.
какие минусы (для меня): достаточно дорого, отсутствие гибкости - "вот тебе коробка делай вот так и так".
Самое крутое заводское исполнение из тех что нашел это EIBOS Oceanus: 3 in 1, но цена $280 и не факт, что привезут в Россию. Она и моет и светит и спирт сама сливает, ну чудо, жаль кофе не варит.
Третья крупная категория "Крутые парни" НО...
По-настоящему "Крутые печатники", видимо коммерческие либо профессиональные печатники использую Ультразвуковые мойки, и полноценные UV камеры. Стоимость комплекта от 50 т.р.
ИТАК: Принято окончательное решение делать самому камеру мойку и досветки и все в одном флаконе.
Обозначу требования, которые я выдвинул к изделию:
вращение модели и лопатки мойки должны быть на одном моторе;
необходима настройка времени досветки и скорости вращения мотора;
в идеале реализовать слив/налив автоматически;
промывать и спирт и воду;
относительная скромность бюджета.
Первое, что с чего все началось это подбор компонентов, с этим все относительно просто:
светодиоды UV: 405 нМ и 395нМ брал вот тут по 300 рублей за 10 штук каждого;
драйвер светодиода: питание диодов планирую осуществить через 5 групп по 2 диода на драйвер 67рублей штука;
мотор для вращения всего этого добра вот отсюда 300 рублей;
ардуино нано 150 рублей штука (продавцов куча, ссылок не даю), взял из своих запасов;
драйвер мотора L298N 120 рублей штука тут;
энкодер и дисплей LCD1602 тоже взял из запасов стоят по 100 рублей;
насос для слива/налива пока еще не подобрал, можете посоветовать что ни будь в комментариях, пока что думаю между Жигулевским омывателем или аквариумной помпой.
А дальше началось самое интересное, начало проектирования и разработки.
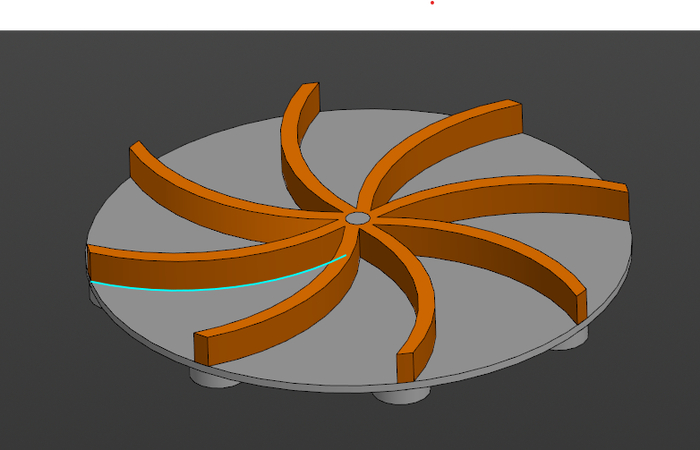
Первая трудность, нужно передавать вращение в герметичную емкость и сделать это, что бы точно исключить протекание. Первая идея - сальник, но спирт, резина, как то не очень доверяю, потому решил сделать магнитную передачу и засел за компас.
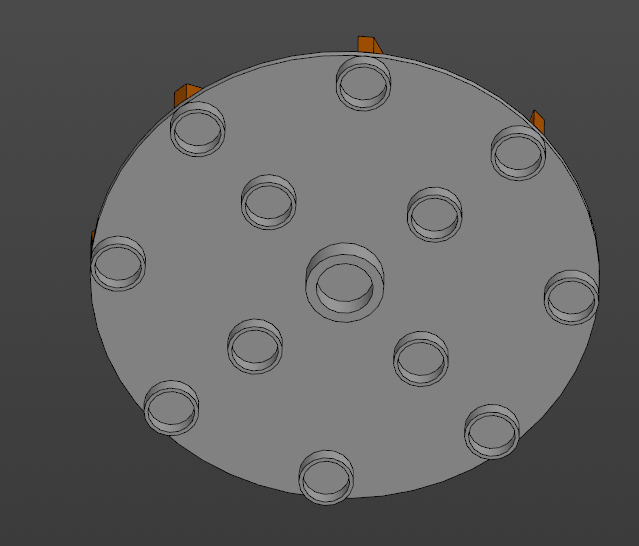
Первым делом была спроектирована крыльчатка мешалка с отверстиями под магниты
Дальше появилась мысль, что если ползать по дну емкости магнитами, то будет большое сопротивление, значит нужна опорная ось и подшипник, которые тут же были разработаны.
Ось подшипника
В качестве подшипника взял 683 ZZ 3х7х3мм за 85 рублей
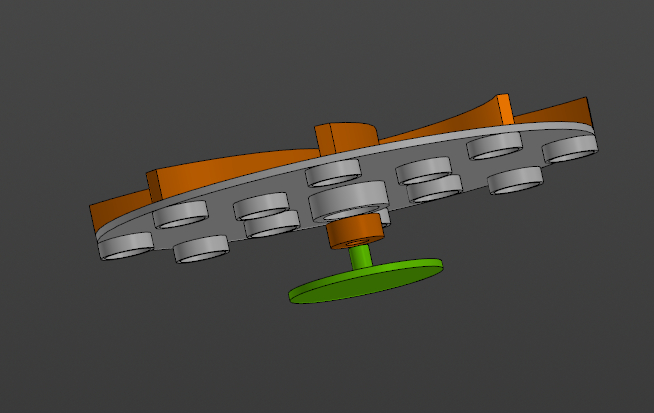
Итого получилось вот такое чудо
Делал под уже имеющиеся магниты 5х2 мм (брал 100 штук за 400 рублей)
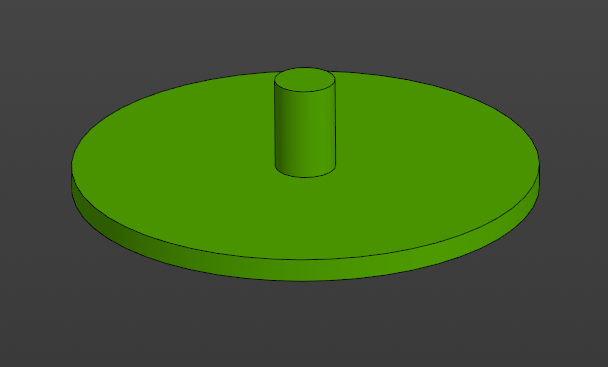
Дальше дело за малым сделать ответную часть - насадку на мотор.
На компе все выглядит супер просто, осталось сделать.
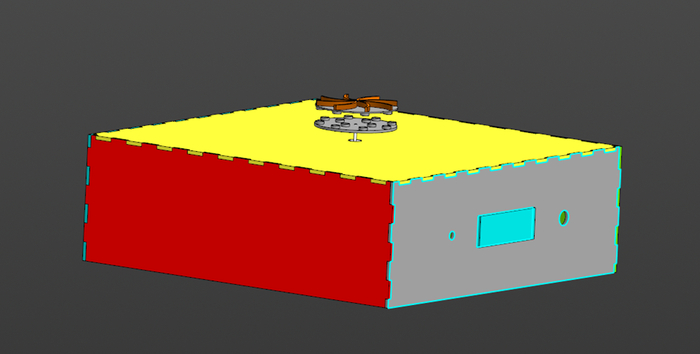
Дальше немного магии, и получилось вот такое чудо техники
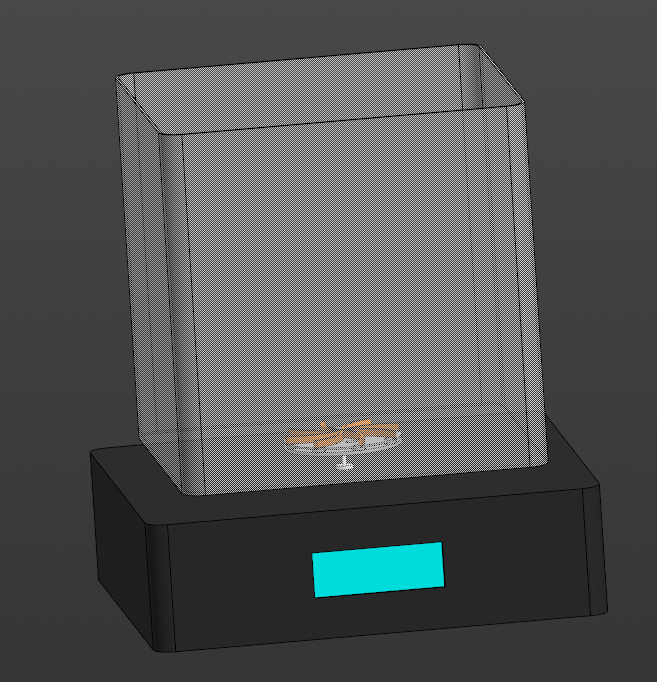
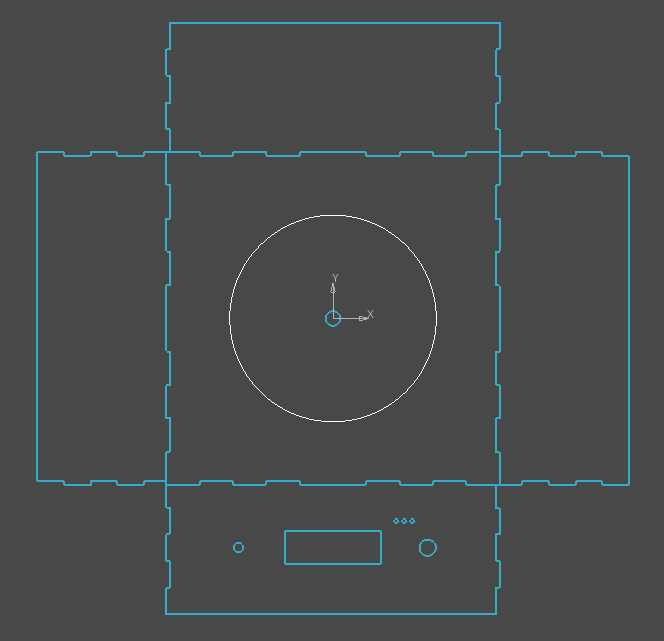
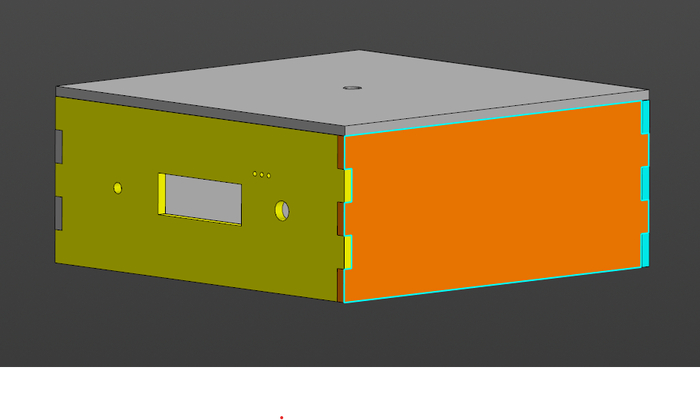
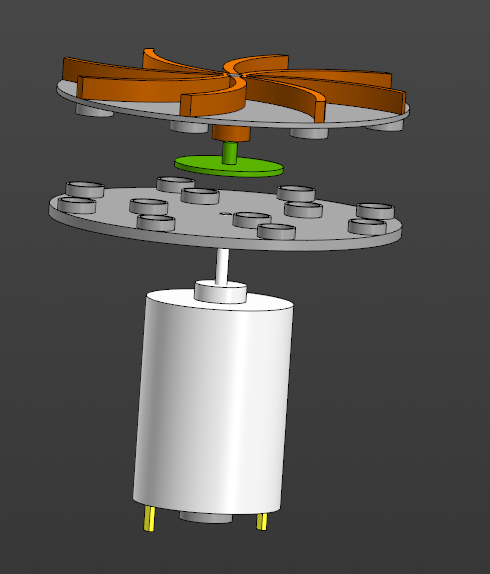
Предполагаемый вид прототипа
Вот в таком виде планируется будущая мойка и камера дозазсветки.
Как вы видите, здесь большая часть только о мойке, но в следующих постах это будет исправлено.
Бюджет на данную часть - 2500 рублей
P.S. Уже сейчас переделаны крыльчатка и насадка на мотор: увеличена толщина деталей, что бы избавиться от выступающих магнитов и запрессовывать их сразу в корпус.
Микро спойлер из будущего: От такого корпуса решил отказаться сейчас активно разрабатываю корпус из фанеры под лазерную резку, так что если кто то готов помочь с этим в СПб отзовитесь, буду очень рад.