0 просмотренных постов скрыто






Пайка стали латунью
Привет. Пост для рукодельников рукоблудящих дома, ну или балконе/дворе.
Ниже также есть видео с субтитрами о том же самом.
Иногда нужно прочно или герметично соединить стальные детали, а сварка дома это так себе развлекуха. Клей- конечно выход, но есть способ соединять и покрепче, к сожалению и процесс погрязней. Выбирать вам, я лишь добавлю вариант.
Высокотемпературная пайка стали латунью, это как пайка оловом или склеивание термоклеем, где в качестве клея расплавленная латунь. Вот только температура плавления у латуни гораздо выше: 880-950°C. То есть стальные детальки надо разогревать докрасна. Выглядит опасненько.
Дальше читайте только если не испугались.
Чтоб разогреть детальки до такой температуры придётся купить баллон МАПП газа и горелку к нему.

Так будет удобней чем на костре возле дома, а газовая плита с таким не справится. Хотя конечно если у вас дома случайно завалялись 50-ти литровые баллончики с кислородом и ацетиленом то это прекрасно. Такой аццкой смесью как раз паяют железо на заводах. У меня к сожалению таких баллонов не завалялось, поэтому опишу пайку именно с помощью МАПП газа. Раз температура высокая, то нужен и столик который эту температуру выдержит и изолирует от неё. Таким столиком может быть шамотный кирпич, любой плотности.

Чуть хуже просто кирпич, он может постреливать от перегрева. Хотя если положить на него толстенькую железяку и греть на ней, тоже может получится неплохо.
Кроме горелки и кирпича нужен и наш клей — латунь, в виде проволоки. Удобен диаметр 1-2 мм. Я вот купил на свалке диаметром 0,4мм, пришлось скручивать несколько кусков вместе.
В инет магазинах с размерами проще, но с ценой посложней.
Латунь это сплав меди с цинком, с незначительной примесью других элементов. Сплав меди где кроме цинка или вместо цинка другие металлы, это уже бронзы, нейзильберы, мельхиоры, куниали и прочая тряхомудия.
Нам же нужна латунь Л63,(63% меди, 37% цинка) это самая распространённая марка латуни.
Многие другие марки тоже подойдут.
Чтоб расплавить латунь и залить ей стык, детальки нужно нагреть до температуры 1050°C. Чем такую температуру измерить?
У многих есть отличный встроенный прибор для этого - человеческий глаз. Его только надо откалибровать. Сталь при нагреве начинает светится разными цветами, поэтому нужно просто знать какой цвет и сила свечения соответствует какой либо температуре. Чтоб проапгрейдить наш глазик до глаза, например кузнеца, пригодится такая табличка, с цветами каления.

Табличка на мониторе конечно не передаст свечение стали очень точно, но и этой точности нам вполне достаточно.
Такая высокая температура конечно не пройдёт бесследно для стали, и латуни(температура увеличивает химическую активность). Металлы начнут вступать в хим-реакции с атмосферой. Нужна защита. Этой защитой служит флюс. Он расплавившись покрывает место пайки и не даёт воздуху испортить процесс пайки. Флюс это вещество активное при определённом диапазоне температур. Разные флюсы имеют разные диапазоны активности. Для пайки низкоуглеродистой стали отлично подойдёт борная кислота(порошок). Можно купить в аптеке мало за дорого, или в ювелирном инет магазине много за дёшево(относительно). Можно как флюс использовать и буру, но по мне она менее удобна, делает пламя ярче и её сильно сдувает с припоя пламенем. Да и на заводе где я паял 5 лет, использовали борную кислоту.( для пайки других сталей скорей всего понадобятся другие флюсы)
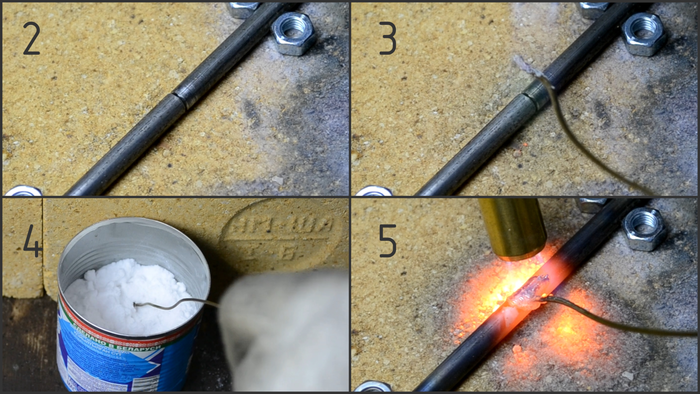
как проходит пайка:
1 детальки зачищаем и обезжириваем(очень желательно)
2 складываем их вместе на кирпиче.
3 нагреваем горелкой место пайки, а заодно и припой.
4 припой окунаем в баночку с борной кислотой и немного ждём, чтоб она налипла.
5 подносим припой к разогретому до 1050°C стыку и касаемся им деталей, ждём пока жиденькая латунька всё зальёт.
В этом месте возможно возмутились ювелиры, типа:
-лошара, флюс надо в воде растворить, а потом намочить в этом растворе детальку и проволоку припоя.
И они будут полностью правы, но только для самых маленьких деталей.
для крупных деталей такого количества налипшего флюса будет маловато, может ещё и рукой посыпать сверху место пайки придётся.
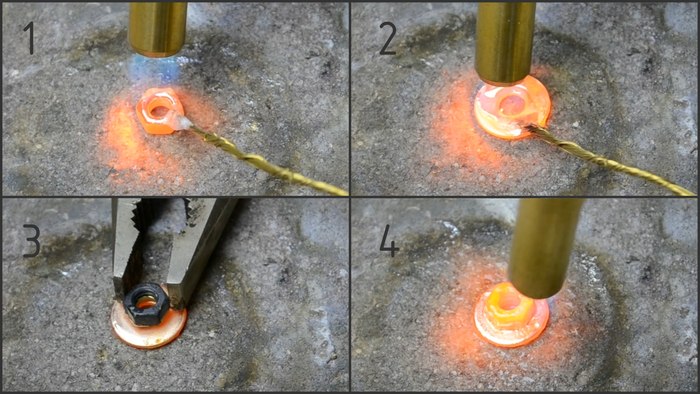
Есть и другие способы пайки:
Лудим детали(покрываем латунью) а дальше составляем вместе и нагреваем.
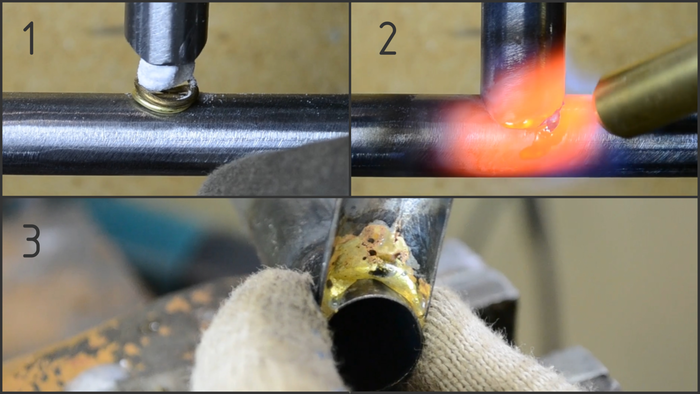
А ещё, если паять трубы, то можно внутрь соединения поместить кусочек припоя с флюсом, и прогрев всё это дело, получить соединение с паяным швом изнутри.
Нагревать кстати можно и не одной горелкой и не только горелкой, а например в печи .
Латунью можно паять и медь, но лучше подойдёт специально сделанный для этого припой из сплава меди с серебром, также и железо можно спаять медным припоем, но латунь тут отработает лучше.
После пайки на шве останется и засохший флюс, его нужно отмывать.
делать это лучше в горячей воде с моющим средством, да и замочить на некоторое время не лишним будет.
Хоть я и пишу типа паяйте дома, но лучше всё же на открытом воздухе или хотя бы под вытяжкой, да и респиратор не помешает.
Теперь об особенностях пайки латунью
Пайка не разрушает детали в отличие от сварки, то есть мелкие и тонкие детали можно прожечь, только если ну прям ооочень постараться.
Для пайки мелочи не нужно много оборудования.
Для пайки крупных деталей оборудование нужно уже посерьёзней.
Не нужно долго учиться.
Неудачное соединение легко переделать, так же как и починить сломавшееся.
Латунь и сталь имеют разные цвета, то есть изделие для красоты обычно нужно покрывать либо краской, либо гальваническими покрытиями.
О прочности слышал мнение, что любая пайка фуфло, по сравнению с прочностью сварки.
Просто приведу примеры где используется пайка латунью.
Резцы из твёрдой стали на круглой пиле которой пилят дерево, обычно напаяны латунью.
Также как и токарные резцы по металлу.
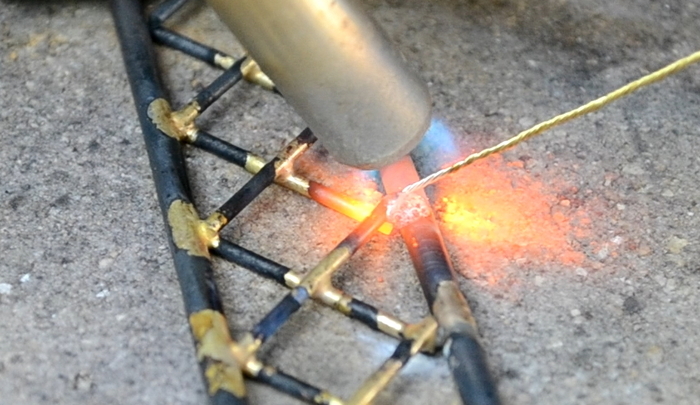
А ещё на пайке иногда собирают рамы велосипедов.
Судите сами.
Ну в общем это просто тип соединения деталей, который не очень известен. Можно дырку на глушаке запаять, или станок из гвоздей собрать. Тут уже от фантазии применяющего зависит.
Ну и да, экскюзе муа за шакальность.
Показать полностью
6
1
Аж больно стало

Показать полностью
1

Как быть с необлуживаемыми контактами?
Добрый день, прощу прощения за крайне тупой вопрос, но мне не с кем посоветоваться и в интернете я не могу найти ответа.
Мне нужно (желательно, до завтра) сделать буквально пару спаек.
Но есть проблема - почему-то припой не липнет к контактам, вместо этого растекается по жалу паяльника и испаряется. Я пытался прогреть контакт до температуры плавления припоя, прижимая припой непосредственно к контакту, в итоге от тупо проплавил что-то внутри корпуса и ушел внутрь лол, а припой так и не прилип к нему. Но это не беда, у меня есть еще одна ткая же деталь.
Такая проблема у меня была еще в подростковом возрасте , когда я начинал интересоваться пайкой, и из-за нее, в том числе, пришлось забросить это дело.
Еще раз извините за сумбур. Очень нервничаю, понимаю, что тут что-то очень простое, но что, не знаю.


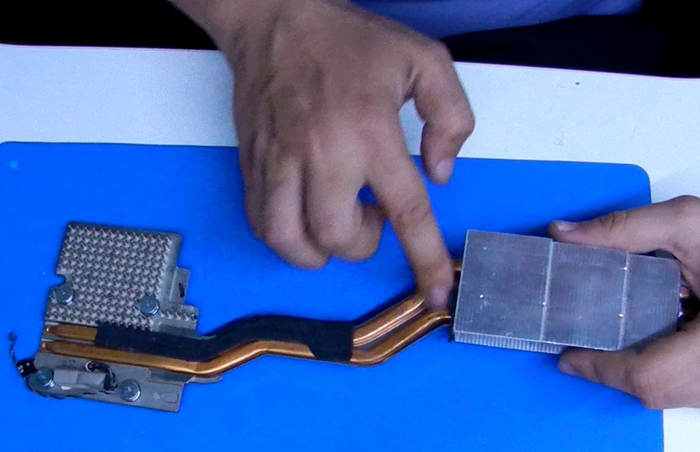
Восстановление системы охлаждения iMac 24" A1225. Удачный эксперимент
Зашел, значит, к нам в сервис интересный пациент - iMac 24" 2009 года A1225. Греется, тормозит.
На первый взгляд - обыденность: почистить, поменять пасту и прокладки, помазать, установить SSD и накатить систему.
Но... было одно "НО". Клиент рассказал, что когда-то Мака чистили, после чего приговорили видеокарту к замене. Но он работал, иногда подтупливая.

Мы же герои, работаем без осечек с такой типовухой =)
Тут же выполняем все выше указанные работы, в процессе которых было обнаруженО КПТ и отсутствие прокладок на GDDR. Слегка собираем аппарат. Тестируем.
И... Все в порядке... Почти...
Графика на тестах разогревается до 105 градусов и начинает тупить жутко.
Не может быть! У нас такого не бывает! Подумал я и полез сам в этот аппарат. Тогда и подумать не мог, что ремонт затянется на несколько месяцев!
Путем не долгих умозаключений, при помощи фена, обнаружил дохлую систему охлаждения видеокарты.
Тут и далее - скрины из видео. Не фоткал в процессе ремонта, но снимал видосик - он в конце.
Да вообще не вопрос, снова решил подумать я. Машина старая - таких на разборе мильён валяется и никому не нужны. Еще и доплатят, за то что заберу эту систему охлаждения. Да счасс... Как же я ошибался...
Действительно, аппаратов таких много на разборках, но у нас установлена графика nVidia GT 130. Как оказалось, это самая редкая графика и такие аппараты выпускали очень не большой партией. Соответственно, на рынке сейчас их просто нет! А система охлаждения (далее СО) видеокарты у этого iMac особенная. Если графика другая, то и СО другая и сюда не подходит физически.
Клиент говорит, что ремонтируем любой ценой.
Ищу на Али - БОЛТ.
Ищу на еБай - 1 результат - в Англии. Продается в комплекте с СО для процессора, от такого же аппарата. Ценник - около 40 европейских денег. Клиент дает добро - заказываем.
2-3 недели спустя, открываю посылку, дую туда феном и....

...СО процессора рабочая. А СО видеокарты, в таком же состоянии, как и клиентская. А хрен британский утверждал, что все проверил и все работает. Короче, не лучше китайца.
Вернул половину бабла. Но тема не о том. Отвлекся.
Аппарат уже долго у нас лежит, со всеми поискам СО прошло 2-3 месяца. Стыдно отдавать без ремонта. Нужно что-то придумать.
Понимая, что временные затраты того не стоят, все же решил менять трубки. Первый боевой опыт описал тут: Восстановление системы охлаждения MSI GE60 - Замена теплоотводной трубки
Там, в видосике, уже фигурировал данный iMac.
Заказал трубки у Алибабы.
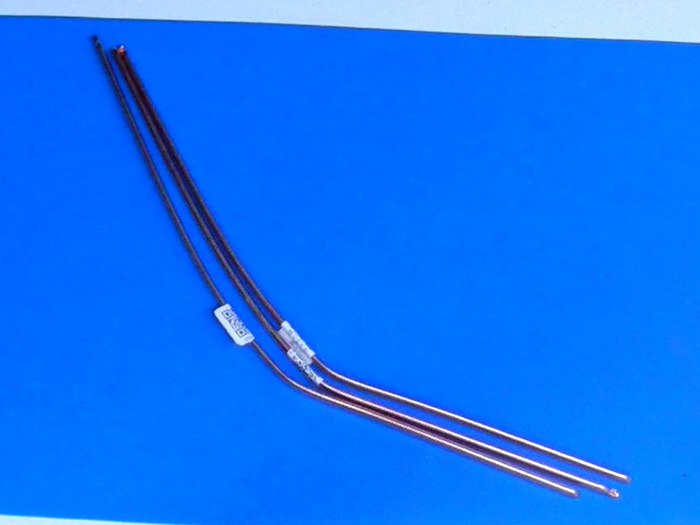
Почему-то, заказал, 290 мм длиной. То ли глаз кривой, то ли не нашел длиннее с подходящей толщиной и шириной. Нужно было миллиметров на 30 длиннее (но не больше). Лучше чуть короче, чем длиннее. Сейчас уже не помню, но на итоговый результат это не сильно повлияло. Третью трубку взял на всякий случай, если что-то пойдет не так. Пришли в простом пакетике, без какого-либо уплотнителя и пупырки. Немного погнулись, но герметичность не нарушена.
Все рабочие, в том числе, в вертикальном положении.
Не полностью заполненные гладкостенные трубки работают только в "лежачем" состоянии. И если крутить ноутбук, то можно получить такой веселый график температуры, как например, у этого высококачественного ноутбука:
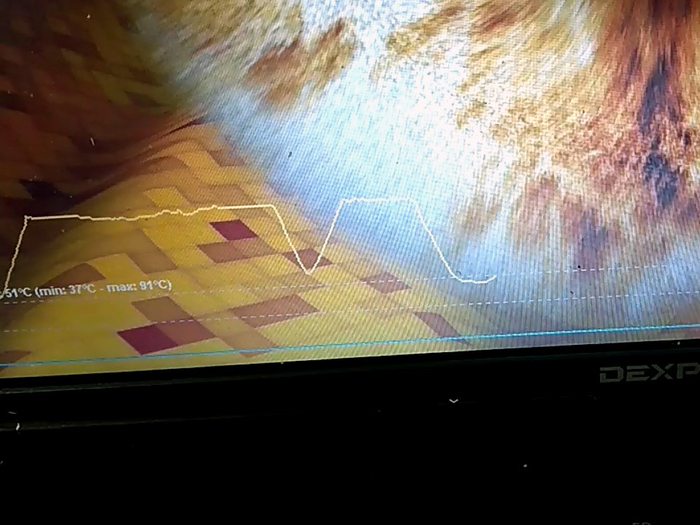
Мини видосик про него тут: https://youtu.be/FreI3NtuwfI
Теперь к ремонту...
1. Снимаем теплоотводные пластины радиатора СО.
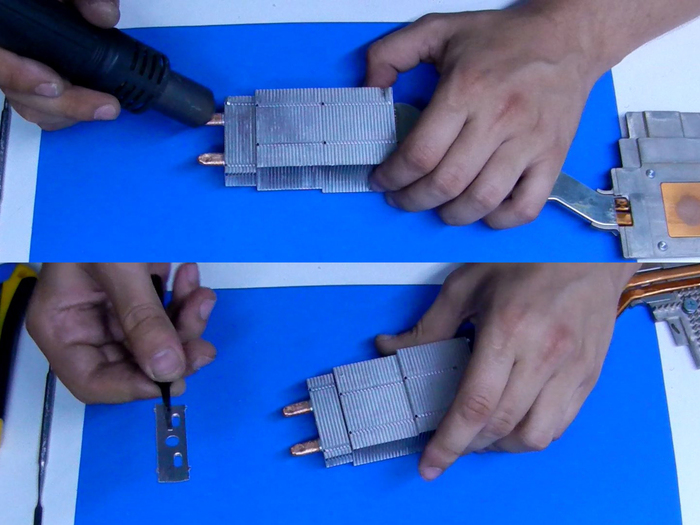
Удаляем уплотнитель с СО, выкручиваем винты и удаляем алюминиевую клейкую ленту с пластин.
И тут очередная сложность. Пластины приклеены к трубкам термоклеем, который совсем не хочет их отпускать. Различная химия (бензин, ацетон, спирт, растворитель, дихлорэтан и т.д.) не помогает. Помогает нагрев до ~170-190 градусов. Греем феном и пинцетом снимаем пластины. После каждой снятой зачищаем клей на трубках, чтобы не он не мешал съему следующей пластины.
Какие-то пластины снимаются проще, какие-то сложнее (где больше клея). На то, чтобы их снять, ушло около 2.5 часов.
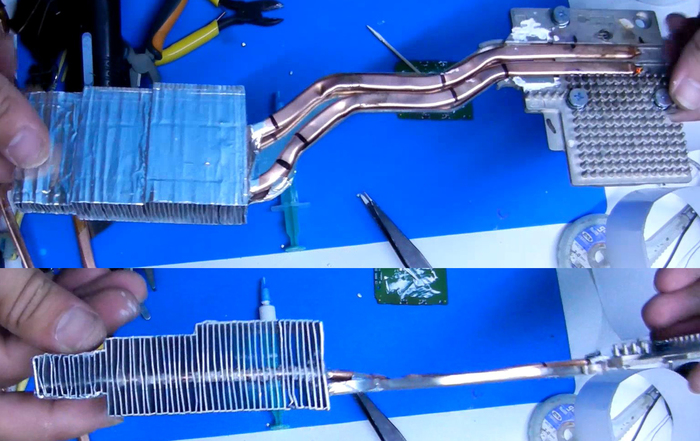
Вот она, голенькая СО:
2. Снимаем направляющую трубок.
Сидит очень хорошо. Это лучше всего получилось сделать при помощи Советской отвертки )
Попытка снять датчик температуры не удалась. Сидит мертво. Оставляем его на месте. Если помрет, то высверлим его и заменим на новый. Но в итоге он выжил.
Отпаиваем провода.
3. Отпаиваем трубки.
Выпаиваем при помощи фена и паяльника одновременно, на максимальной температуре, чтобы прогреть теплоотвод.
4. Гнем трубы.
С круглыми трубками проблем не возникает. Другое дело - плоские, которые мы и имеем. Информацию, как красиво загнуть не нашел.
Сначала пробовал различные предметы округлой продолговатой формы, пытаясь загнуть трубку вокруг них. Fail.
Затем купил пружинные трубогибы. 1/4 дюйма - слишком узенький, а 1/2 - слишком расширенный.
Пришла мысль сплющить 1/4. Тогда, по идее, все должно было заработать. Но ровно сплющить стальную пружину - та еще задача. Решил попробовать еще 1 вариант - рычажный трубогиб.
Дело двинулось с мертвой точки. Трубку легко повредить. Поэтому, главное - аккуратность в этом деле.
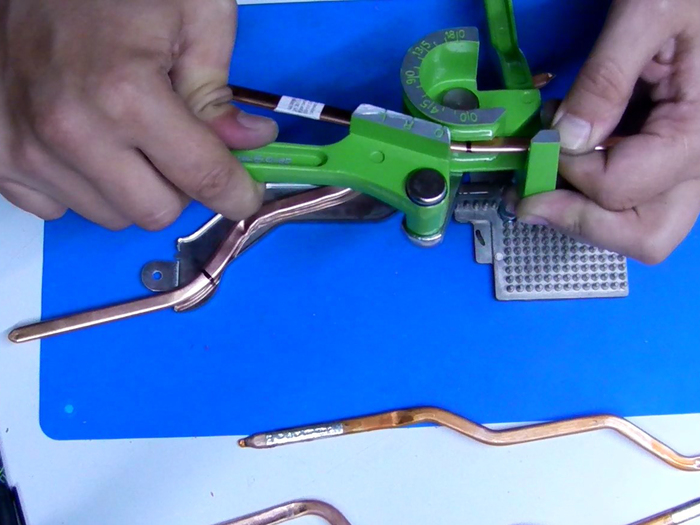
Размечаем и гнем, повторяя форму родных трубок. Точнее, стараясь повторить форму.
Вот что в итоге:
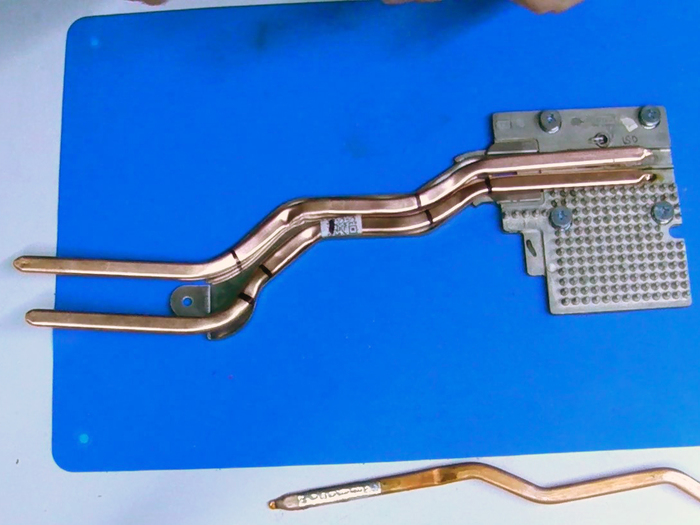
На фото видны заломы. На самом деле они не такие уж и серьезные. Тени создают объем =)
Трубки в порядке, герметичность не нарушена.
5. Припаиваем трубки к теплоотводной пластине.
Решил я тут, значит, припаять трубки при помощи припоя, температура плавления которого значительно ниже чем у классического ПОС-61. Но при этом, значительно выше, чем максимальная рабочая температура СО. Знаю, что нельзя использовать для таких целей сплавы Вуда и Розе, так как они очень хрупкие, даже если подмешать не большое количество в ПОС-61. Решил попробовать ПОСК 50-18. Припой: Олово - 50%, Свинец - 38%, Кадмий - 18%. Температура плавления 145 градусов против 185 у ПОС-61. При этом, СО никогда не разогревается, при работе, даже до 110 градусов - запас приличный.
Чтож, паяем при помощи фена и паяльника на максималках...
Вроде спаялось. Но при не большом покачивании трубок, они оторвались.
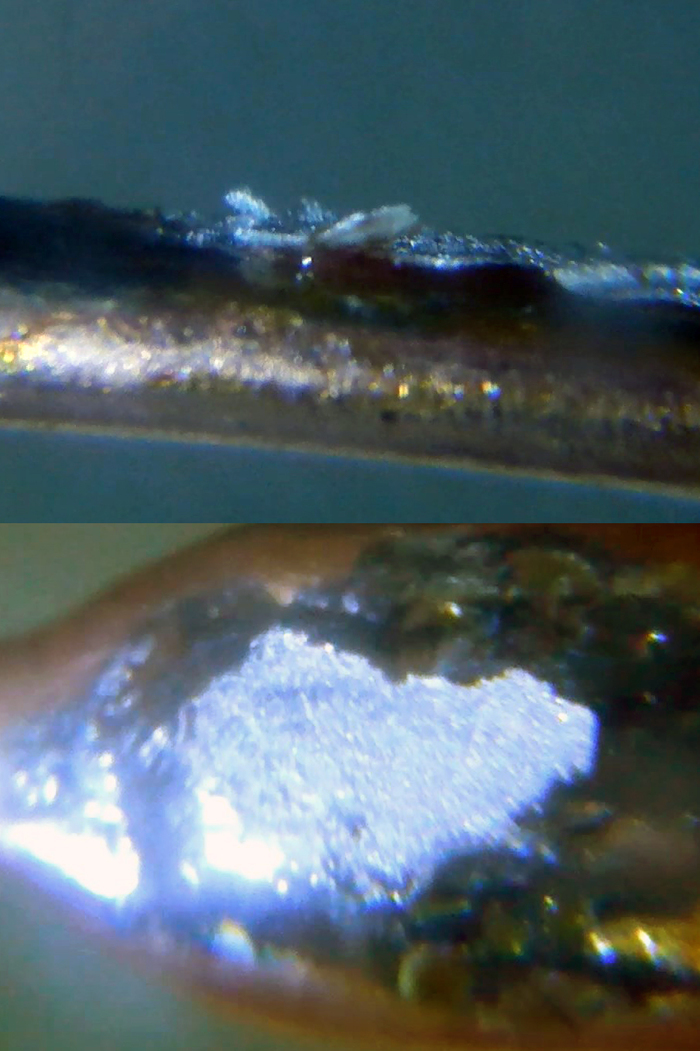
Вот так выглядит выделившийся кадмий. Это просто шматки (или хлопья) серебристого цвета. Ясен хрен, на таком трубки не удержатся.
Кому интересно, почему такое получилось, ответ найдете в познавательном посте @nishairdna, "Сказ о сплаве Розе и отвалившейся КРЕНке". У нас хоть и не Розе, и нет сурьмы, но физика процесса та же. На видео произошедшее понятнее показано. На фото сложно передать.
В общем, новый FAIL! Убираю всю эту каку. Для верности зачищаю поверхности гравером.
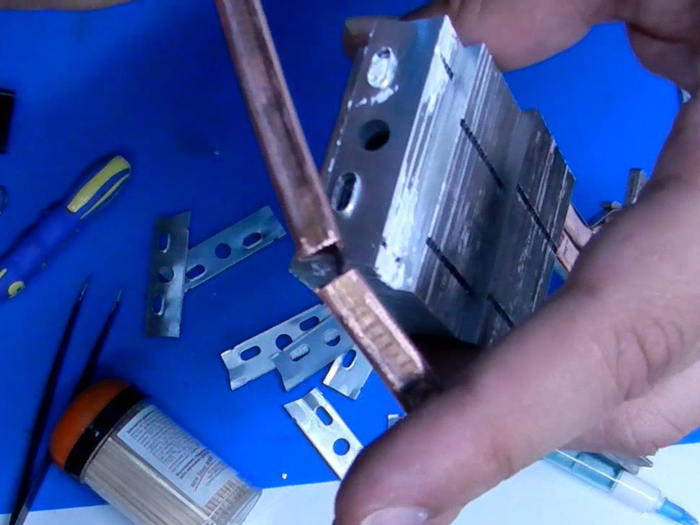
Снова залудил поверхности и теперь решил воспользоваться газовой горелкой, предварительно зафиксировав трубки при помощи канцелярских зажимов.
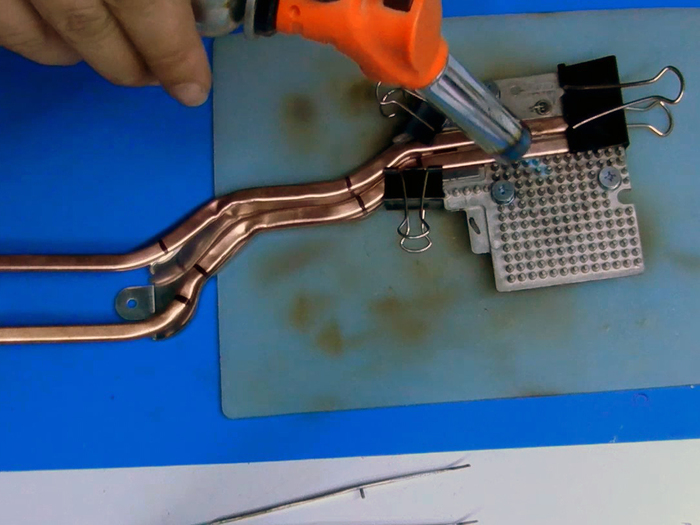
И это, как оказалось, очень эффективный способ пайки трубок СО. Припой расплавился быстро и трубки хорошо сели.
6. Установка пластин радиатора.
Так как пластины сидели на клее, то и при установке тоже воспользовался теплопроводным клеем. Есть хороший китайский клей: "Stars-922" - отличное соотношение цена/качество. У меня был такой, но я его не нашел. Соответственно, чтобы не ждать новый заказ из Китая, стал искать что-нибудь в Москве. Остановился на "Radial". Относительно Старс-922, он конечно дорогой (в 30 раз дороже), но 400 руб - это не те деньги, чтобы откладывать работу.
В общем, сажаем пластины на место в следующем порядке:
- одеваем пластину на трубки;
- ТЩАТЕЛЬНО! втираем клей в зазоры между пластиной и трубкой;
- одеваем новую пластину;
- и т.д.
Или так:
DO 10 I = 1, 70K = I + 1
DO 10 J = K, 70
W = X(I,J)
X(I,J) = X(J,I)
10 X(J,I) = W
Так как новые трубки короче родных, то чтобы собрать все пластины (не налезло 7 штук), нужно как-то нарастить. Для этого я использовал родные трубки, просто обрезав их на необходимую длину.
Затем все хорошо промазал клеем.
Кстати, вот пример трубки с капиллярным эффектом:

Внутри тонкая медная проволока, на которой оседает испарившаяся жидкость. Тем самым передавая тепло по всей трубке.
После того, как одели все пластины, обматываем их алюминиевой клейкой лентой, для прочности.
Вот такой колхоз получился... Стыдно, но надеюсь, заработает...
Подпаиваем коннектор к датчику.
Осталось проверить. Работает ли оно вообще?
Собираем iMac. Включаем тест графики...
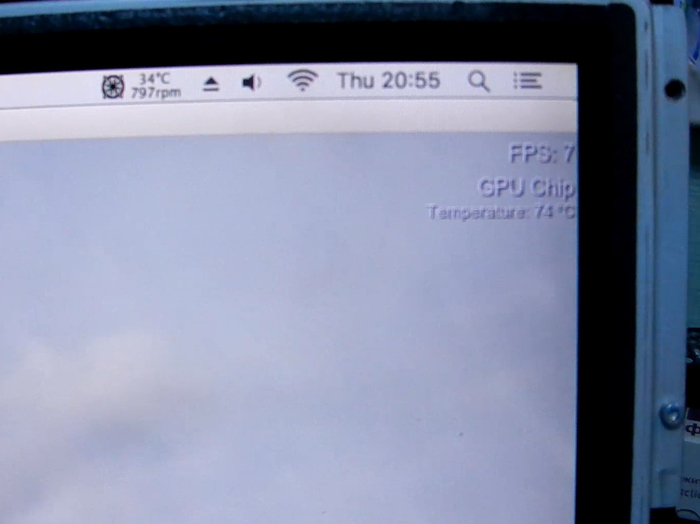
После 4 часов тестирования, Валя показал 74 градуса. Результат, даже лучше ожидаемого.
На этом, считаю что все рассказал про данный ремонт и отваливаю =)
В дополнение скажу напишу, что еще раз, за такой ремонт я бы не взялся, а если бы и взялся, то не меньше чем на червонец.
Ах да... Вот он - видосик: Ремонт системы охлаждения iMac 24 A1225. Эксперимент =)
Спасибо всем за внимание! Удачных ремонтов!
-----------------------------------------
Если есть вопросы не публичного характера, с удовольствием отвечу в ВК:
https://vk.com/dmitry_okorokov
или на e-mail: inertico@mail.ru
Ну и буду рад оценке поста в комментариях.
Показать полностью
18
1

Здрасти :)
Я как уже упоминал- работаю технологом.
Машиностроение.
Слышал, что автомобили марки"Победа" были лужёные.
Это не правда.
Мне посчастливилось познакомится с человеком, который работал инженером и делал "Победы"
Машины иногда мяли. Для восстановления паяли припоем. Тогда это допускалось. Сейчас машины "штукатурят" . Я свою тоже припоем восстанавливал. На двери вмятина была, я её паял, выводил и красил. Припоем интересно работать :)
Если кому интересно, то могу описать процесс подробнее.